| |
振動法消除和均化殘餘應力,穩定工件的尺寸精度方面具有顯著效果,殘餘應力是什麼?殘餘應力如何分類?又消除殘餘應力有哪些方法?本文介紹什麼是殘餘應力,從應力相互作用或平衡範圍、應力產生的工法過程,引起應力的物理學以及消除殘餘應力的處理方式,四個方面對殘餘應力進行了分類。
一、依照殘餘應力相互作用或平衡範圍有三類:
第一類殘餘應力(σIIR)是在物體宏觀較大體積或多晶粒範圍內存在並保持平衡的應力。此類應力釋放,會使物體宏觀體積或形狀發生變化。
第二類殘餘應力(σIIM )是在一個或少數晶粒範圍內存在並保持平衡的內應力。第三類殘餘應力(σIIIM )是在若干原子範圍內存在並保持平衡的內應力。
國內外文獻中將第一類殘餘應力稱為“宏觀殘餘應力”(Macrostress),把第二類和第三類殘餘應力合稱為“微觀應力”(Microstress)。通常工程上所說的殘餘應力指的是宏觀殘餘應力。三類內應力之間的關係如圖1所示(圖中X與Y對應空間位置)。
|
圖1、Schematic diagram of three types of internal stresses defined by MACHERAUCH E (a) distribution of the internal stresses ; (b) crystal model with three grains[1] |
|
二、依照應力產生的製造過程分類
塑性變形迫使材料體積發生變化,不均勻的塑性變形將導致構件材料發生不均勻體積變化,體積尺寸變化的差異使材料表面和內部發生的壓縮或伸長變化量也不同,從而導致在材料內部滯留了殘餘應力,簡稱塑變殘餘應力。
不同機械加工工法產生的殘餘應力分佈狀態是不同的,幾種典型機械加工工法產生殘餘應力比例的示意如圖2所示[2]。
| |
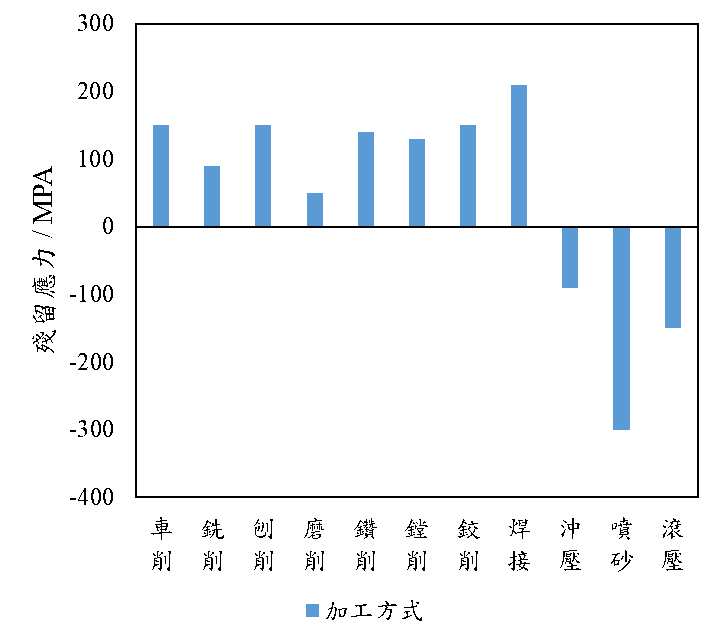
圖2、不同加工方式產生的殘餘應力比例示意圖[2]
|
|
三、依照物理學分類
熱處理產生的應力超過材料屈服極限時,會造成不均勻的塑性變形,使得材料內部的殘餘應力重新分佈。不同熱處理方式所產生的殘留應力皆有所差異,如圖3所示[2],且熱軋、熱鍛和焊接等皆會影響熱不均勻性的製造工法都會在機械構件內部滯留殘餘應力。
►熱應力或溫度應力:由於零件不均勻的冷卻或加熱過程中溫度梯度的影響,快速加熱或冷卻會引起局部區域的熱膨脹或收縮,這種局部移動的材料會引起熱應力。
►相變應力:由於合金在凝固後冷卻過程中產生相變,隨之帶來體積尺寸變化,而壁厚不均在不同時間內發生相變所致。
加工應力:當工件受切削力的作用時,所產生塑性變形而造成的殘餘應力。
►傳統的退火製程經常被用於去除結構件內部殘餘應力,但是該方法對大型
複雜結構件或壁厚差較大的工件,殘餘應力消減和均化效果並不理想,而且還容易引起工件的變形。
| |
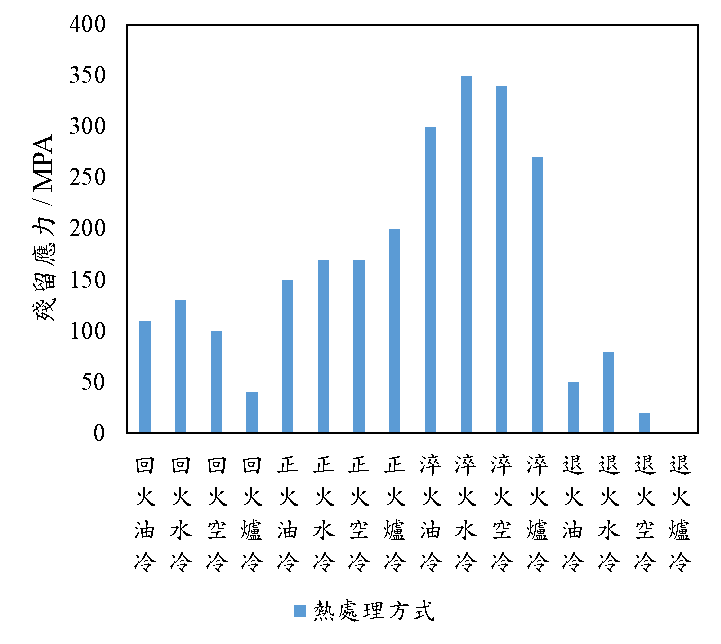
圖3、不同熱處理方式產生的殘留應力對比圖[2]
|
|
四、依照消除殘餘應力的處理方式如下:
1.自然時效處理方式:
將工件放在室外,通常經過半年至整年風吹、日曬、雨淋和季節的溫度變化,在溫度應力形成的過載下,促使殘餘應力發生鬆弛,使工件內部應力自然釋放從而使尺寸精度獲得穩定。
2.熱時效處理方式:
將工件放置加熱爐當中進行退火處理,改善塑性和韌性,使化學成分均勻化,去除殘餘應力,或得到預期的物理性能。通常處理製程所需花費約1~2週的時間。
3.振動時效處理方式:
將一個具有偏心重塊的激振馬達固定於工件上,並將工件用彈性物體支撐,透過控制系統控制變頻電機來驅動馬達輸出轉速,產生一定的頻率與當前工件頻率相等時產生共振,藉此消除工件內應力。通常處理製程所需花費約30分鐘即可完成。
五、參考資料來源
1. ZHANGL, LID, CHEN X, et al. Preparation of MIM213 turbine wheel with hollow internal structure[J]. Materials & Design,2015, 86: 474-481.
2. XU Chunguang, LI Peilu, Stress-free Manufacturing Technology[J]. Journal of Mechanical Engineering, 2020, 56(8):113-132.
|
|