異型水路模擬分析與設計方法協助橡塑膠產業節能
文/中原大學智慧製造研發中心 馮競德
近年射出成型產品逐漸朝向複雜、尺寸精確、產品外觀平整、高亮度等高標準邁進,同時必須在兼顧製造成本、交期時間的壓力下落實綠色節能製造之理念。其中射出成型模具溫度的控制直接影響射出成型產品的品質與生產週期,理想的模具加熱與冷卻技術可同時提高產品精度與外觀並縮短成型週期,因此新型態的模具節能均溫控制技術發展尤為重要。其中又以冷卻為最重要的瓶頸,相較於多元的快速加熱方式,模具冷卻速度與均勻度幾乎只能靠水路設計來提升。3D異型水路使用3D金屬列印技術設計出的水路,完全依照產品外形環繞,並依照產品厚薄變化改變管徑,深入傳統水路無法進入之角落冷卻,相當有效的改善了複雜幾何與大深度塑膠製件的冷卻均勻性,在射出成型模具冷卻設計當中可為相當有潛力之溫度控制方法。但因模具對鋼材強度與模穴表面平整度皆有極高要求,現有3D金屬列印技術若用於打造模具仍過於昂貴,限制了相關應用。本文將透過模具部份高熱傳導性材質嵌件,結合部份異型水路,以較低成本達成與全域3D異型水路相近、甚至在積熱部更良好的冷卻能力,拓展3D異型水路的應用範圍。
一、研究背景
自二十世紀末高分子聚合物發明以來,塑膠製品因其質輕、易加工、材料特性多元等特性,應用日漸廣泛。而其中射出成型因為製程重複性高、生產快速、大量生產時成本低廉、可生產相對複雜產品等優勢,為生產塑膠產品最常被選用的製程,且佔所有塑膠製品產量約33%,為塑膠製造中相當重要的一種製程[1]。而近代由於材料與製程控制技術皆逐漸成熟,塑膠製品逐漸往3C、精密光學、醫療用品等高端應用發展,對表面品質、產品尺寸精度、生產環境等要求極高,甚至需通過相關認證才能進入市場,為塑膠製造產業帶來了新的目標與挑戰。
射出成型週期循環過程主要可分為充填(Filling Stage)、保壓(Packing Stage)、產品冷卻與螺桿進行塑化(Cooling & Plasticization Stage)、開模頂出(Eject Stage) 4個階段。塑膠料粒經進料輸送系統由射出機料管尾端進入後,螺桿旋轉透過螺紋將料粒向前輸送,並藉由深度漸減的溝槽擠壓摩擦料粒產生剪切,使料粒塑化成熔融態之熔膠,再透過驅動螺桿向前擠壓,將流體態熔膠經由射出機噴嘴(Nozzle)與模具豎澆道(Sprue)充填入模穴中,完成充填階段。由於充填後熔膠開始冷卻,產品體積即開始進行收縮,需由保壓動作建立壓力並持續提供熔膠以補償收縮量。而保壓結束後螺桿不需再提供壓力,便可在此時進行下一次射出所需塑料的塑化,但同時產品仍保持在高溫,因此模具將提供冷卻,直到其達玻璃轉換溫度(Glass Transition Temperature, Tg)/熔融溫度(Melt Transition Temperature, Tm)以下,整體強度已可承受頂針頂出而不會產生變形或表面缺陷時,進行開模頂並取出成型品,接著合模並進入下一次射出。
二、射出成型冷卻製程
傳統射出成型製程中,冷卻時間可佔據高達50~70%的整體週期時間[2]如圖一,故改善冷卻效率為縮短射出成型週期時間、提升製程效率最有效的方法。且除此之外,充填入模穴的高溫熔膠接觸模壁後形成凝固層(Frozen Layer)並影響後續熔膠的流動與分子拉伸的情況:在凝固層過厚時將產生較大阻力,且流動時產生較大幅度的分子拉伸,造成較大產品收縮量,並容易導致保壓不足造成產品尺寸不穩定,甚至因阻力過大而直接造成短射。因此,試圖僅透過過低的模具溫度設定來加快溫度傳遞速度、降低冷卻時間來增加生產效率將是不切實際的。更甚者,射出時的模具溫度、溫度分布均勻度、以及冷卻過程模具的散熱均勻性與速度都將直接影響生產出產品的尺寸精密度(Dimension Accuracy)、表面光澤度(Surface Gloss)、殘留應力(Residual Stress)、產品頂出後後續的收縮(Shrinkage)和翹曲變形(Warpage)等品質特性[3],可說自充填入模穴直至開模頂出階段後,產品都會受到模具的冷卻設計所影響,故模具冷卻設計在射出成型製程中是相當重要的一部份。
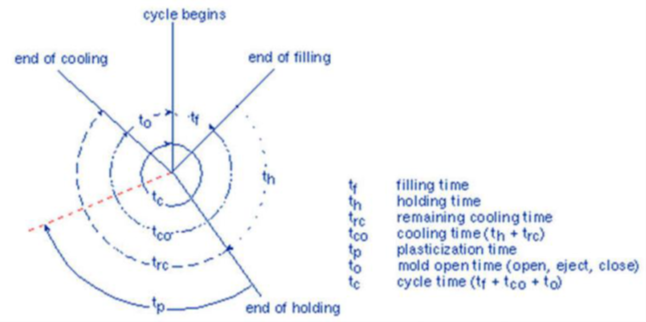
圖一、射出成型與其各階段時間比例[29]
因冷卻系統在射出成型模具設計上的重要性,對於傳統水路在簡單幾何形狀的產品上應使用的相關尺寸已有設計原則可遵循[4],如建議管徑直徑(d)≦14 mm,以確保管內冷卻液可達到紊流狀態;冷卻管具模面距離1.5D~3D;冷卻管間距離3D~5D等,如圖二。然而,為承受射出機鎖模力反覆加載與射出保壓時的熔膠衝擊擠壓,也使模穴表面無接縫痕跡,維持產品外觀平整,模具多以整塊鋼材加工而成,使得傳統水路路徑設計受到鑽孔方向限制,而對於現今幾何形狀多為連續複雜變化的塑膠產品有所不足。加上模具設計上為利於脫模,會將產品深度面設計於公模側/可動側(Core Side),此處亦將負責開模後產品的頂出,錯綜複雜的頂針與可動機構路徑更加限制了水路的可繞行範圍,因此大深度產品的公模芯冷卻問題一直是模具設計的一大難題。
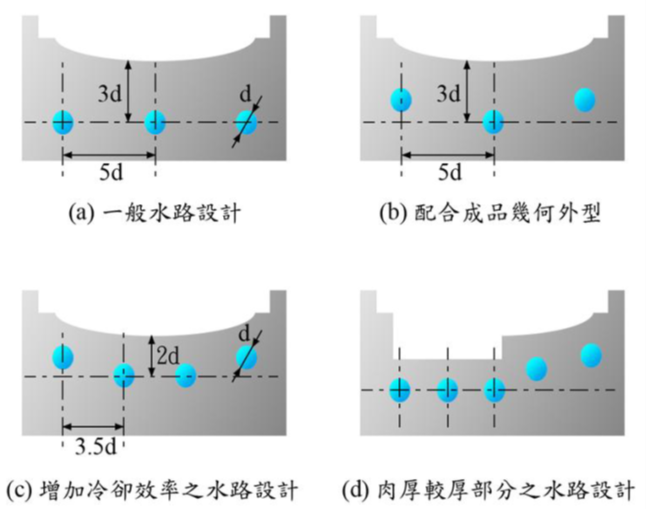
圖二、傳統冷卻水路設計原則與配合簡單幾何變化之水路設計
傳統模具設計上對於深度公模芯的冷卻主要透過改變內部構型如:障板(Baffle)、噴泉管(Bubbler)、螺旋芯(Spiral),如圖三(a~c);或內部鑲件如:高導熱金屬、熱銷(Thermal Pin) ,如圖三(d)。或針對特定幾何的產品,可透過雙層嵌套,並對內層額外加工的公模芯達成幾乎貼合產品的冷卻通道設計,如圖四(a、b)[5];以及針對內部外觀與平整度要求較低的產品,可透過從公模仁表面鑽孔後填補的方式使水路繞行路徑更符合產品外形,是為2.5D水路設計,如圖四(c),但二者應用情境皆相當有限。
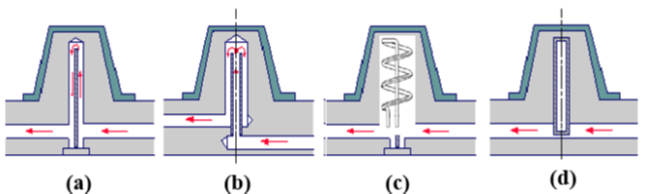
圖三、傳統針對深度公模芯的常見冷卻方法[29]
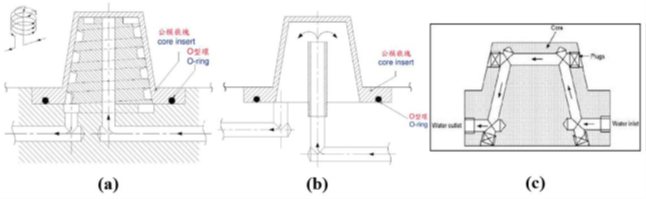
圖四、2.5D水路冷卻深度公模芯的方法[5]
三、異型水路製作方法
近幾年得益於3D列印技術的發展,3D金屬列印已成為可穩定生產製造之技術,故透過3D金屬列印這類增材製造(Additive Manufacturing, AM)方法沒有進刀位置限制的特性,設計出完全依照產品外形環繞,並依照產品厚薄變化改變管徑,利於深入傳統水路無法進入之角落冷卻的3D異型水路,相當有效的改善了複雜幾何與大深度塑膠製件的冷卻均勻性。但3D金屬列印依然有其限制,目前能夠製造金屬件的3D列印技術主要有選擇性雷射熔融(selective laser melting, SLM)、選擇性雷射燒結(selective laser sintering, SLS)與熔融沉積造型(fused deposition modeling, FDM)三種製程。其中FDM為將熔融材料逐層沉積在載台上成型如圖五,因機構限制往往解析度較差,且大範圍懸空時需要額外支撐,限制了能製造的產品外形。SLM與SLS則透過粉末成型如圖六,兩者差異在於SLM溫度較低,是透過輔助材料熔融黏著金屬粉末成型,並由後續的燒結去除輔助材料並增加金屬密度,整體強度較低;SLS則由高能雷射直接在載台上完成金屬粉末的燒結,製成產品,然而高能雷射也導致製造價格昂貴。[6]
圖五、熔融沉積造型製程示意圖
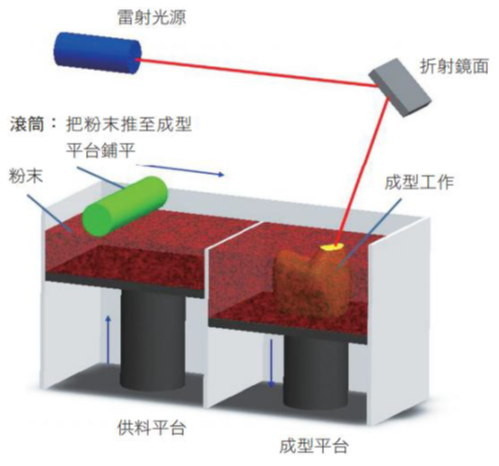
圖六、選擇性雷射燒結製程示意圖
使用解析度較差的製程製造模仁有可能會導致產品有表面階梯狀紋路形成的問題[7],模仁強度不足更可能導致模具壽命短、甚至在生產過程中毀損,導致意外損失等問題。是以3D異型水路模仁往往需由SLS甚至更高階的混合製造,如雷射增材微切割混合製造技術(Laser Additive & Cutting Manufacturing, LACM)等製程製造,以維持模具表面平整與確保耐用性。而伴隨而來的就是昂貴的模具製造成本,使得在中大型產品上應用3D異型水路幾乎無經濟效益可言,也因此導致3D異型水路目前應用仍相當少見,且大多用於高精密要求的小型塑件。若能透過內嵌件結合部份異型水路的方法,僅針對產品結構複雜部份應用3D異型水路,在可達到接近甚至超越3D異型水路冷卻效率的同時,減少需使用3D金屬列印的模具部份,即可有效降低3D異型水路目前應用的瓶頸,相當具有研究價值。
3D異型水路技術在射出成型製程當中為相當有潛力之溫度控制方法,透過水路與模面距離一致的特性不僅達到快速模具溫度控制之目的,可減少冷卻不均造成各種缺陷的可能性,進一步提升產品生產良率,改善生產製造時產能因良率不穩定難以預測的問題,更可直接影響生產週期時間,透過更好的冷卻效率使週期時間有效縮短。
然而射出成型用模具對表面品質與強度的高度要求,使得使用現有的3D金屬列印技術製造射出成型模具相當昂貴,限制了3D異型水路在中大型與單價較低的塑膠製品的模具上的應用。若能改善此瓶頸,3D異型水路的優勢便能在更廣泛的產品種類上發揮,提升各類塑膠產品尺寸精度、減少不良品產生的浪費,也透過可縮減週期的特性提升射出成型產業整體的能源使用效率。
本文探討以部份異型水路與高熱傳導係數金屬嵌件結合,達到與整體模穴皆使用3D異型水路相近的冷卻改善效果的方式,降低3D異型水路應用成本的可行性。並分析嵌件材質與水路繞行方式各自對冷卻效率的影響,建立材質特性與冷卻特性的關係圖,供未來產業實際應用此技術設計時進行參考。
四、國內、外研究狀況與文獻回顧
模具使用的溫度在射出成型製程中一直是相當重要的因子,H. L. Zhang [8]透過實驗證明固定熔膠溫度,提高模具溫度可降低成品表面粗糙度的影響,反之當固定模具溫度,改變熔融溫度對成品表面粗糙度的影響較不顯著。Mustafa Kurt[9]利用壓力感測器與溫度感測器,探討模穴壓力與模具溫度對產品品質影響,發現當模穴壓力與模具溫度越高時,產品收縮越小。較低的模具溫度會使熔膠在流動過程中形成過厚凝固層,並因流動截面變窄而產生較大剪切;較高模溫則使凝固層較薄,熔膠流動阻力較小且更容易複製模具表面細微形狀變化,提升產品表面品質與尺寸精度,但冷卻時間將隨模溫上升而大幅增加。
為因應現代塑膠產品的高外觀與精度要求,變化模溫成型概念應運而生,在塑膠射出充填開始前將模具表面溫度從頂出溫度(Ejection Temperature,Te)以下提升至玻璃轉化溫度Tg以上,充填完成後配合冷卻過程將模溫快速降至頂出溫度Te以下,使高模溫成型的優勢能完全發揮,但整體製程週期時間又不致無法接受的長度。王[10]使用薄膜滯熱方式達到高模溫成型的效果,成功改善超臨界發泡產品常見表面銀絲痕。然而,傳統變模溫製程僅透過交替通入高溫與低溫水來改變模溫,將模具整體加熱並再次冷卻不僅耗能且相當費時,故針對變化模溫速度優化的研究不計其數,但大多針對加溫過程,如感應加熱、紅外線加熱等,關於冷卻主要僅有脈波式冷卻[11][12],以非連續的冷卻媒介控制模具溫度歷程,於合模充填時產生短暫滯熱達到加速提高模溫的效果,但並無法提升冷卻效率,因冷卻最終皆是依靠冷卻迴路與模穴表面的熱傳導達成,若要提升冷卻效率唯有透過水路設計本身改善。曾[13]透過變模溫系統控制超臨界發泡產品泡體的研究便提及冷卻效率對產品的重要性,以及即使使用變模溫系統,冷卻效率仍受水路設計限制的情況。
而在傳統水路設計的部份,除基本的設計建議外,已有許多研究結合數值計算方法與模流分析軟體,進行自動且冷卻效率最佳化的水路生成。如C.L.Li[14]使用從CAD圖形上提取表面特徵並以熱傳導公式計算的方式,成功建立以程式自動生成水路的方法。E. Mathey[15]等使用邊界元素法(Boundary Element Method)結合成本函數(Cost Function),能在考慮幾何結構限制下找到冷卻效率最佳的水路設計。Hamed Masoumi等[16]以熱傳導理論為基礎推導出可代表通路冷卻效率的方程式。J.-H. CHOI等[17]以最小化溫度差異為目標,透過反應曲面法將水路設計最佳化,最終有效降低產品冷卻中的表面溫差。謝[18]則透過熱流方程式計算結合模流分析,針對厚度變化件找出可改善產品翹曲與殘留應力的水路設計。
3D金屬列印發明後,開始被應用於模具製造,KunnayutEiamsa-ard[19]使用金屬沉積製造出隨形噴泉管,並與傳統障板管進行冷卻效率比較,證明2.5D冷卻水路在冷卻效率與表面溫度分佈皆優於傳統,且3D金屬列印技術已足以製造出強度足夠的模具。同時,全程與產品形狀貼合且可自由改變形狀與管徑,進入各種角落,大幅提升冷卻效率同時仍確保產品表面溫度分佈均勻性的3D異型水路概念開始出現。Fu-Hung Hsu[20]等使用數值分析證明3D異型水路熱能移除效率高於傳統水路設計。Angger Bagus Prasetiyo與Fauzun Fauzun[21]透過數值分析方法比較了傳統與3D異型水路的冷卻與工作壓力差異,並給出設計建議。3D異型水路已在多種類型產品上被證明可以改善產品品質,如手工具把手尺寸精度[22]、球狀結構產品之表面溫度均勻性與真圓度[23]、加快不等厚度產品之成型週期並改善殘留應力問題[24]等。而在水路自動化設計上,3D異型水路也可提供更高的設計彈性,並結合模流分析軟體與影像辨識[25],自動分辨產品積熱位置並由電腦程式自動調整水路向積熱處偏移,再以熱補償方式建立另一側水路,以最大化產品表面溫度均勻度,使產品冷卻設計完全的自動化與最佳化。
3D異型水路具有諸多優點,但3D金屬列印價格仍然昂貴成為3D異型水路應用的最大阻礙。而在另一方面,傳統模具冷卻方式中便有由金屬嵌件達到加快產品局部冷卻效果的相關研究,如陸等[26]以模流分析證明於熱點部份嵌入熱傳導率較模座高的高導熱金屬同樣可有效解除局部積熱問題,並改善縮水。K Prashanth Reddya[27]證明高導熱金屬嵌入件置於熱點能有效降低所需冷卻時間,加快週期,更將分析結果進行實際驗證,獲得一致的趨勢。王[28]的實驗則證明高導熱模仁材質對產品最終翹曲有顯著影響,且影響大於其餘射出製程參數。目前尚無研究嘗試將異材質嵌件與3D異型水路結合,本研究將著重於以局部異材質嵌件結合3D異型水路的方式,達到與全域異型水路相同,甚至在關鍵積熱區域冷卻效果與溫度均勻性更好的水路設計,使3D異型水路的應用門檻價格下降,可適用於更多種類的產品。
五、異型水路設計方法
本文針對產品特殊積熱區域進行分區不連續之異型水路設計與分析,建立出組合式異型水路設計規範以及提供有效標準設計流程。以往在傳統水路設計上遇到具較複雜外型之產品時,會選擇以噴泉管、隔板或高導熱鑲塊、熱銷管等方式來加強冷卻效果與排除局部積熱問題,然而有些產品像是曲面及深度件無法單以前述的內嵌冷卻法來改善冷卻不均以及提高冷卻效率的問題,這時就需要導入3D異形水路技術來做改善。
3D異型水路技術在射出成型過程當中可為相當有潛力之溫度控制方法,富含相當多優點,像是相較於傳統平面式水路設計上能更加彈性且自由度高,另外透過水路與模面距離一致的特性可達到模面溫度均勻性提升與快速模具溫度控制之目的,進而節省生產週期時間、優化產品生產良率,雖然3D異型水路技術優點極多,但現今異型水路設計卻不為產業所廣用,主要是因為異形水路設計排佈導入上困難且整體異形水路製造所需成本過高,且對於產品深度、厚度差異處及補強肋等容易積熱區域,單用異型水路技術也無法有效改善產品冷熱不均引起翹曲變形的問題,使得企業導入此技術意願降低。
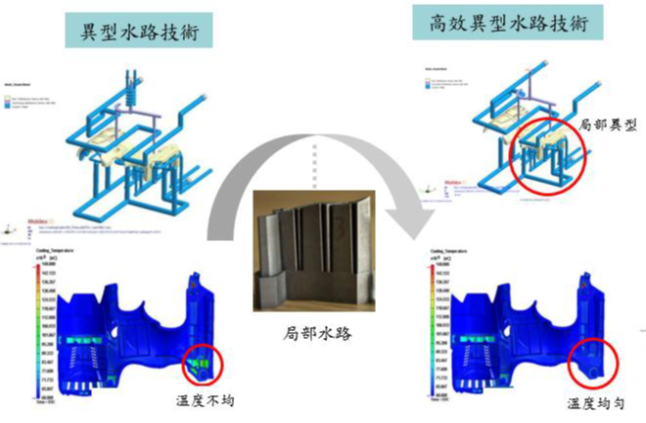
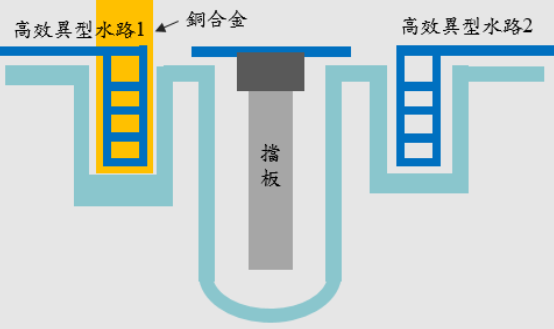
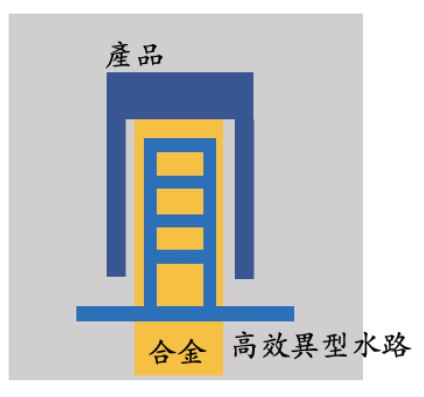
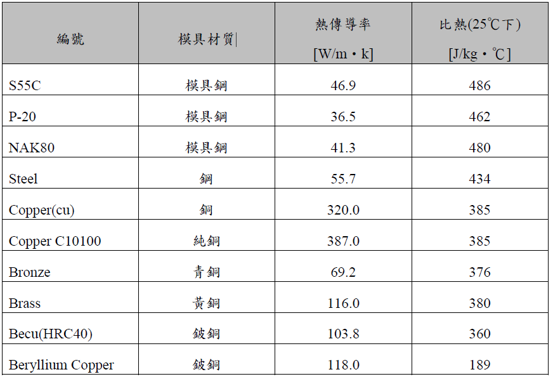
為了解決單使用異型水路還是無法改善產品深度深及幾何形狀複雜產生局部積熱之問題,將以傳統水路高導熱鑲塊冷卻方式導入技術中,以相對於原本模具鋼高導熱的合金(圖七)製成局部異型水路,來取代產品深度、厚度差異處及補強肋等容易積熱區域模具,如圖八所示,原始異型水路技術雖然已經提升產品大部分區域冷卻效率,但還是會發現積熱發生於產品厚度差異處,因此將此區塊模具材質改以高導熱合金做取代,提升此異型水路效率成為高效異型水路,使整體產品均勻冷卻,另外對於產品幾何簡單區域其實以傳統水路即可達到良好的冷卻效果,但過去導入異型水路技術時,皆會對整體產品使用異型水路設計(圖九),此法只會徒增異型水路設計難度與加工成本,針對此問題可先依照產品特徵結構做區塊劃分,對於幾何簡單區域以傳統水路做設計,而產品深度、厚度差異處及補強肋等容易積熱區域以前述異型水路搭配高導熱合金做冷卻設計,其他區域以一般異型水路做設計,成為多區組合式異型水路設計(圖十),藉由減少異型水路設計區域達到節省製造成本,使用局部合金提升整體模溫冷熱均勻性,並維持原有異型水路設計自由度高、縮短生產週期時間以及優化產品生產良率等多項優點。
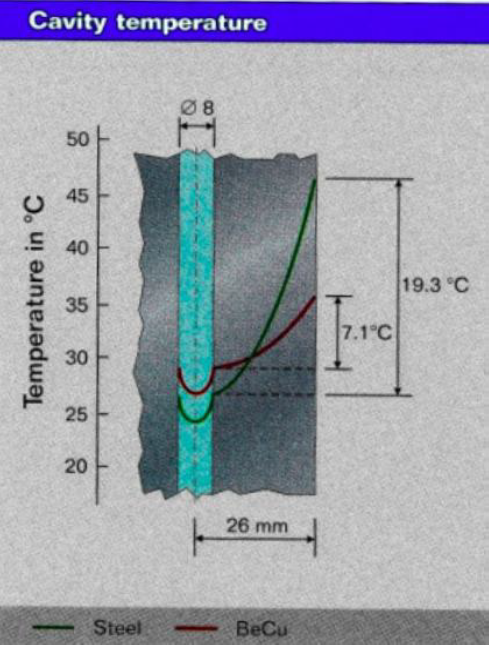
圖七、不同模具材質冷卻效率
圖八、局部合金高效異型水路技術
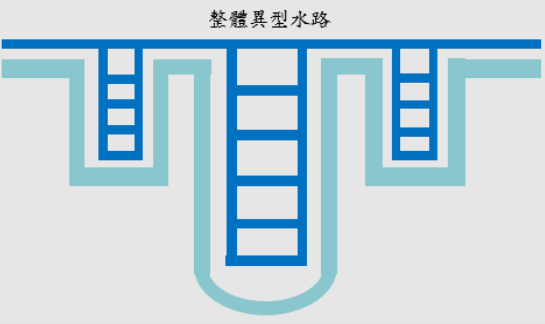
圖九、整體異型水路
圖十、多區組合式高效異型水路
六、異型水路模擬設計流程
本研究流程如圖十一所示,研究流程將分為三大部分進行探討,(1)產品關鍵構型因子驗證階段,(2)分析模具材質與水路因子效能階段,(3)實際場域驗證階段,而第一、二部份將主要藉由數值化模擬分析技術_專業模流分析軟體Moldflow及Moldex3D針對模具溫度均勻性及冷卻效益等結果進行預測評估以及比較,並於第三部分進行實際實驗驗證,最終實現分區不連續之高效異型水路技術,並提供有效標準設計流程與其設計規範,以下將針對此三階段之詳細工作項目進行敘述。
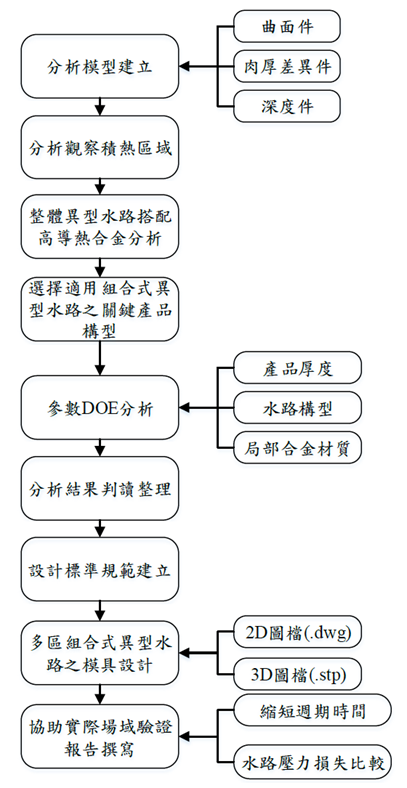
圖十一、研究流程圖
為了提供多區組合式異型水路之標準設計流程,此階段要探討異型水路設計於不同產品特徵像是曲面、深度以及厚度等等對於冷卻效益之影響程度,首先選擇常見之3種產品關鍵構型因子:曲面、深度以及厚度變化進行探討,因此選擇各一種具有前述關鍵構型因子之產品做為代表,例如含有曲面之滑鼠件、具有深度之杯子以及含有厚度變化之盒狀物,如圖十二所示,選擇待分析之3項關鍵特徵產品後,進行分析模型建模。

圖十二、三種不同關鍵特徵之產品
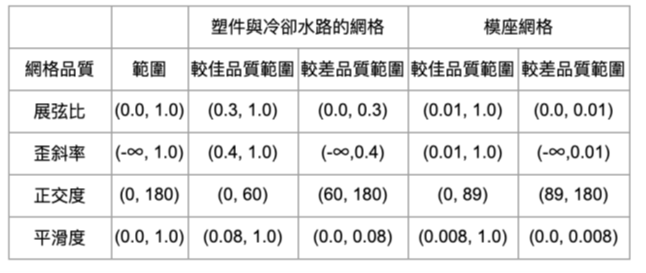
以有限元素法針對不同特徵產品進行細部網格處理,建立模型時要注意三個部分,首先第一部分:選擇適當的網格參數,其中網格參數包含網格尺寸、網格形式,需針對產品幾何尺寸大小以及細部結構,選擇合適的網格尺寸,並選擇以何種網格形式建立模型,包含三面體、六面體及金字塔、四面體等網格形式(圖十三),這些設定會相當大地程度影響到分析元素數量、所需分析時間以及最終分析結果的準確度,因此過大或過小過密的網格尺寸都是不合適的,再來第二部分:確保網格品質,有四個評估網格品質的條件:展弦比(Aspect Ratio),歪斜率(Skewness),正交度(Orthogonality)和平滑度(Smoothness),展弦比是評估每一個元素品質的重要條件,而歪斜率、平滑度,以及正交度,會預測相同內面的兩個相鄰元素的品質,為了達到模擬分析的精確度,良好的網格品質是非常重要的因素,而表一顯示每一種網格品質定義的建議數值範圍,最後第三部分:檢查網格自由邊與重疊性,這是最重要的一個部分,確保所有網格節點都是連接在一起,網格節點如未能夠連接出現自由邊,或是太多節點同時相接出現重疊,將會使得分析無法進行,因每一節點之公式計算結果必須與下一點之節點串連才得以將計算好之結果作為初始條件帶入下一階段計算式中,此也為所有分析軟體之所以可進行模擬之原理,另外因本研究需著重在於分析冷卻水路以及模具材質對於整體產品及模具溫度分佈情況,因此在網格部分也必須將整體模具以及不同形式之冷卻水路都做詳細地網格定義並進行網格細緻化進而提升冷卻分析之準確度,最後在所需資料區域都將加入感測點(Sensor node)以取得詳細數據,完成以上步驟完成待分析模型建立。
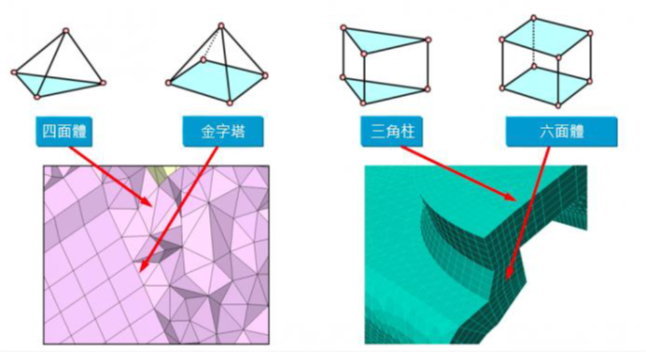
圖十三、不同網格示意圖(Source: Moldex3D)
表一、網格品質範圍建議表(Source: Moldex3D)
接下來將3項特徵產品模型進行分析,觀察沒有任何水路設計冷卻影響下,各產品區域發生積熱點之位置,如圖十四所示,了解積熱點位置後,依照積熱點分佈設計異型水路,而後搭配異型水路進行第二次分析,再次觀察產品溫度分佈與原先積熱點區域進行比較,了解3種產品關鍵構型因子對於冷卻效益之影響程度,而後改變模具材質為高導熱合金材質,進行第三次分析,再次觀察產品溫度分佈與前兩次分析結果之積熱點區域進行比較,了解模具材質搭配異型水路對於3種產品關鍵構型因子的冷卻效益之影響程度,進而找出最適合進行第二階段不同模具材質與水路因子驗證的關鍵產品構型因子,而此階段可以了解冷卻水路設計與不同產品特徵因子對於冷卻效益之影響程度,以顯示標準設計流程中主要須顧慮的設計準則,提供高廣度控制之水路設計方式。
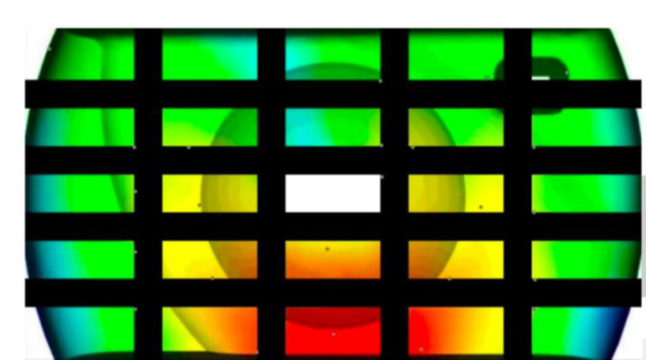
圖十四、產品各區域積熱點[26]
七、分析模具材質與水路因子效能階段
藉由第一階段了解冷卻水路設計與不同產品特徵因子對於冷卻效益之影響程度,以顯示標準設計流程中最主要須顧慮的產品特徵因子後,第二階段將以具有此產品特徵因子之產品進行探討不同熱性質之模具材質因子與水路因子對冷卻效益之影響程度,提供組合式異型水路設計建議。
首先將建立具有第一階段所鎖定產品特徵因子之產品,建構不同厚度變化之產品構型,而後將以組合式模具設計的方式建立模具,如圖十五所示,以高導熱合金模塊取代一部分模具,後續將更改此模塊為不同熱性質之模具材質(表二)進行分析,而搭配之冷卻水路設計將以圖十六異型水路示意圖所範例進行設計,以不同異型水路形式建構出與產品不同之接觸面積比例,後續將以不同接觸面積比例之水路設計作為關鍵因子進行分析,而後進行網格建構。
網格建構完成之分析檔,進而可針對所需了解與分析之不同關鍵因子,包含不同產品厚度變化、不同熱性質模具材質之模塊與不同接觸面積比例之水路設計進行分析研究,將不同條件參數組合式的進行模擬,並輸出分析結果:模穴平均溫度分佈/模具溫度差/達頂出溫度時間,以這些結果項比較降溫速率、觀察模具溫度均勻性,最終可得知哪個參數對於模具溫度均勻性提升與節省週期時間最佳,得到最佳設計,並提供組合式異型水路設計建議。
圖十五、組合式模具設計示意圖
表二、不同模具材質熱性質表

圖十六、異型水路形式示意圖
八、場域驗證階段
透過第一階段結果可以了解冷卻水路設計與不同產品特徵因子對於冷卻效益之影響程度,以顯示標準設計流程中主要須顧慮的設計準則,提供高廣度控制之水路設計方式,而藉由第二階段可以瞭解模具材質因子與水路因子對冷卻效益之影響程度,提供組合式異型水路設計建議,最終實現分區組合式異型水路技術,建立出組合式異型水路設計規範以及提供有效標準設計流程可使後續在產業應用時提供參考設計依據。
而此階段會以前兩階段所完成設計規範與標準設計流程,設計出分區組合式異型水路之模具設計,進行製作模具2D及3D圖面,並透過此圖面進行加工程序,產出所需之實驗用模具,後續可實際上線測試完成整合性驗證。
其實機測試將針對模具溫控機及水路並搭配模擬參數結合測試,將傳統水路之模具與分區組合式異型水路之模具進行連續生產,測試升、降溫速率、觀察模具溫度均勻性以及進行水路壓力損失比較,最終驗證模具溫度均勻性提升與節省週期時間,此成效也可直接代表節省能耗之目的,最後則將本研究之分析結果及整合性驗證成果做為書面研究報告。
九、結論
本文針對射出成型製程中冷卻效率不足與模具溫度分布不均之關鍵問題,提出一種結合局部3D異型水路之多區組合式冷卻設計方法。相較於傳統直線式水路設計,本研究方法可顯著提升模具表面溫度均勻性,有效降低局部積熱現象,進而改善產品翹曲、收縮不均與殘留應力等品質問題。同時,針對高積熱區域導入高導熱材料嵌件,能進一步加速熱傳導效率,使冷卻速率提升,縮短整體成型週期時間。此外,經由建立不同產品特徵(曲面、深度、厚度變化)與冷卻效能之關聯性,以及模具材質與水路配置參數之分析,本文進一步提出一套具實務應用價值之標準設計流程與準則。
綜合而言,多區異型水路設計不僅兼顧冷卻效率、產品品質與製造成本,更有助於縮短生產週期與降低能源消耗,符合現代射出成型產業對高精度與綠色製造之需求。未來可進一步結合智慧化設計與優化演算法,以提升設計自動化程度,擴展其於不同產業產品之應用潛力。
十、參考資料
- [1]. Z. Chen and L.S. Turng, “A Review of Current Developments in Process and Quality Control for Injection Moldig”, Advances in Polymer Technology, 165–182, 2005.
- [2]. M. Vishnuvarthanan, Rajesh Panda and S. Ilangovan, “Optimization of injection molding cycle time using moldflow analysis”, Middle-East Journal of Scientific Research, 13(7), 944-946, 2013
- [3]. R. Sánchez, J. Aisa and A. Martinez, “On the relationship between cooling setup and warpage in injection molding”, 2012
- [4]. Z.C. Lin and M.H. Chou, “Design of the Cooling Channels in Nonrectangular Plastic Flat Injection Mold”, v21n3, 168-186, 2002
- [5]. Kerry Jackson, ”塑料成型工藝與模具設計”
- [6]. 林鼎勝, ”3D 列印的發展現況”, 科學發展, 503, 32-37, 2014
- [7]. 洪俊傑, “利用3D 列印FDM 技術製作車用渦輪增壓器殼體之模型及鑄件之研究”, 逢甲大學碩士論文, 2017
- [8]. H. L. Zhang, N. S. Ong and Y. C. Lam, “Mold surface roughness effects on cavity filling of polymer melt in micro injection molding”,Int J Adv Manuf Technol, 37, 1105–1112, 2008
- [9]. M. Kurt, O. S. Kamber, Y. Kaynak, G. Atakok and O. Girit, ”Experimental investigation of plastic injection molding: Assessment of the effectsof cavity pressure and mold temperature on the quality of the final products”, Materials and Design, 30, 3217-3224, 2009
- [10]. 王荷翔, “利用變模溫改善超臨界微細發泡成品表面品質之研究”, 中原大學碩士論文, 2007
- [11]. Kelly, AL, Coates, PD and Evans, R, ”Effect of Cylcic Cooling On Power Consumption of The Injection Moulding Process”, ANTEC, 465-469, 2004
- [12]. A. G. Smith, L. C. Wrobel, B. A. McCalla, P. S. Allan and P. R. Hornsby, “Optimisation of continuous and pulsed cooling in injection moulding processes”, Plastics, Rubber and Composites, 36(3), 93-100, 2007
- [13]. 曾家彥, “模具快速冷卻系統建置應用於超臨界微細發泡品質控制之研究”, 中原大學博士論文, 2012
- [14]. C.L. Li, “A feature-based approach to injection mould cooling system design”, Computer-Aided Design, 33, 1073-1090, 2001
- [15]. E. Mathey, L. Penazzi, F.M. Schmidt and F. Rondé-Oustau,“Automatic optimization of the cooling of injection mold based on the boundary element method”, Materials Processing and Design: Modeling, Simulation and Applications, 222-227, 2004(NUMIFORM)
- [16]. M. Yadegari, H. Masoumi and M. Gheisari, “Optimization of cooling channels in plastic injection molding”, International Journal of Applied Engineering Research, 11, 5777-5780, 2016
- [17]. J.-H. CHOI, S.-H. CHOI, D. PARK, C.-H. PARK, B.-O. RHEE and D.-H. CHOI, “Design Optimization of An Injection Mold for Minimizing Temperature Deviation”, International Journal of Automotive Technology, 13(2), 273-277, 2012
- [18]. 謝一帆, “楔形導光板冷卻水路最佳化配置之研究”, 國立高雄應用科技大學碩士論文, 2011
- [19]. K. Eiamsa-ard and K. Wannissorn, “Conformal bubbler cooling for molds by metal deposition process”, Computer-Aided Design, 69, 126-333, 2015
- [20]. F.-H. Hsu, B.-H. Wu, C.-T. Huang and R.-Y. Chang, “Cooling effects study by considering a turbulence model in injection molding”, AIP Conference Proceedings, 1593, 615-618, 2014
- [21]. A. B. Prasetiyo and F. Fauzun, “Numerical study of effect of cooling channel configuration and size on the product cooling effectiveness in the plastic injection molding”, AASEC, 2018
- [22]. 趙偉程, “異形水路對工具把手外殼之射出成形製程的改善與影響”, 淡江大學碩士班技術報告, 2018
- [23]. 盧立軒, “應用異形水路設計對球狀結構射出成形品質之研究”, 國立高雄應用科技大學碩士論文, 2013
- [24]. 張晨峰, “應用異形水路設計改善楔型導光板射出成形品質之研究”, 國立高雄應用科技大學碩士論文, 2012
- [25]. 周為琮, “基於射出成型模具熱補償異形水路設計之研究”, 國立台北科技大學碩士論文, 2018
- [26]. 陸元平,謝安智,吳世文, “局部高熱傳導性材質模具嵌件冷卻散熱效果分析”, 中國機械工程學會第三十七屆全國學術研討會論文集, #0327, 2020
- [27]. K P. Reddya, B. Panitapub, “High thermal conductivity mould insert materials for cooling time reduction in thermoplastic injection moulds”, Materials Today: Proceedings, 4, 519-526, 2017
- [28]. 王國瑞, “鋁合金模仁應用於改善少量多樣射出產品翹曲變形之探討”, 中原大學碩士論文, 2010
- [29]. 周文祥譯, “C-Mold 射出成型模具設計”, 新文京開發出版有限公司, 2008