低碳化電磁感應加熱技術於射出機料管節能應用之研究
文/綠色技術部 邱俊達
一、研究動機
在傳統熱處理與工業加熱製程中,多數仍採用電阻加熱或燃氣加熱方式,然而此類技術普遍存在能源利用效率不佳、升溫速度緩慢及溫度控制不易等問題。由於熱能需透過介質傳導至工件,過程中易產生大量熱損失,不僅增加能源成本,也影響整體製程效率。此外,傳統加熱方式在溫度分布控制上較為困難,常導致工件局部過熱或加熱不均,進而影響產品品質與良率。在全球積極推動淨零碳排與製造業邁向智慧化發展的趨勢下,高耗能與高碳排的傳統加熱設備已逐漸無法滿足產業升級與政策法規之需求,如何提升能源使用效率並兼顧製程精度,已成為製造業亟待突破的關鍵課題。
基於上述背景,產業對於新世代加熱技術的需求日益殷切,期望能導入具備高效率、快速加熱及精準控制特性的解決方案,以提升整體生產效能並降低環境負擔。電磁感應加熱技術係利用電磁場在金屬材料內部產生渦電流,使工件本體直接發熱,與傳統由外而內的加熱方式不同,其能量轉換效率高且熱損失低,能有效縮短加熱時間並提升能源使用效率。同時,透過調整電流頻率與功率,可實現局部加熱與精準溫控,有助於改善製程穩定性與產品一致性。此外,該技術具備無需燃燒、低污染及易於系統整合等優點,可與感測器與智慧控制系統結合,發展為具備即時監控與自動調整能力之智慧化加熱設備。
因此,本技術以電磁感應加熱技術為核心,致力於開發兼具高效率、低碳化與智慧化之加熱解決方案,期望透過提升加熱效率、縮短製程時間及強化溫控精度,達成降低能源消耗與碳排放之目標,同時提升產品品質與產線穩定度,進而協助產業強化競爭優勢並加速轉型升級。
二、前言
對於塑膠成形而言,塑膠原料熔融,料管提供場所進行原料塑化,料管在外部必須有熱源包覆,以提供滯留於料管及螺桿內冷硬塑料熔融,以利螺桿之轉動,然而料管溫度的穩定與否,亦是影響產品成形的品質,因此加熱系統提供料管穩定熱源是不可或缺重要因素之一。另外,塑橡膠射出成形製程屬於週期性生產模式,在材料塑化階段時需求熱量最大,故相當耗能;而熱源的加熱方式的選擇為能否降低能耗的因素之一,因此提供足夠的料管升溫速度,以及更有效率的加熱系統亦是重要因素之一。
在塑橡膠成形產業料管加熱系統的選擇上,考量的因素包含能耗、加熱溫度、加熱速度、加熱均勻性等。近年來全球在節能加熱製程技術發展趨勢,新興前瞻的感應式加熱料管技術,相較於傳統加熱製程技術,感應式加熱製程技術具有加熱速度快、節省能源,以及加熱溫度上限較高和熱逸散量較低等優勢。
當感應加熱線圈,跨領域應用於塑膠射出成形料管加熱製程技術時,感應加熱線圈設計需隨料管構形、負載特性(如熱傳係數、導磁係數)而變化,並同時考慮感應加熱主機之電氣特性,包含電阻值、電感值、電容值等,以符合感應加熱電源主機匹配參數與設定,使感應加熱電源主機可於諧振頻率範圍內有效輸出,進直提高感應加熱主機、線圈,以及料管之間的電/磁/熱耦合效率,來達成節能之效益。
有鑒於此,研究過程中協助塑橡膠成形加工業者導入感應加熱製程技術,並且為有效地讓電磁場分布符合射出料管加熱需求,如溫度均勻性、加熱速度等,主要關鍵因素有:
因此,本研究應用感應線圈電磁熱耦合分析技術,透過軟體模擬分析感應線圈構形設計對電磁場之影響,以及解析電磁感應加熱場形。過程分為2個階段:
(1)
模擬分析階段:運用感應線圈電磁熱耦合分析技術,解析感應加熱之電磁場分布,以及對料管加熱之影響。
(2)
實驗驗證階段:將模擬分析結果進行實際加熱驗證,探討電磁熱耦合分析技術案例之分析準確性是否可達成業界實際應用之需求。
三、實驗方法
(一) 實驗設備
研究中感應加熱測試平台(圖一),包含感應加熱主機、電磁感應線圈如圖二(右)及加熱負載鋼製管材(圖三),感應加熱主機如圖二(左),規格如表一,做為感應加熱的電源驅動源,主機功能為透過高頻產生器將輸入電流頻率轉換成18k~25kHz,並輸出至感應線圈進行鋼製管材加熱,並透過溫度擷取系統(圖四)讀取相關溫度數值,後續進行統計與分析,另外,針對料管加熱速度,則透過加熱速度驗證平台(圖五)進行量測。
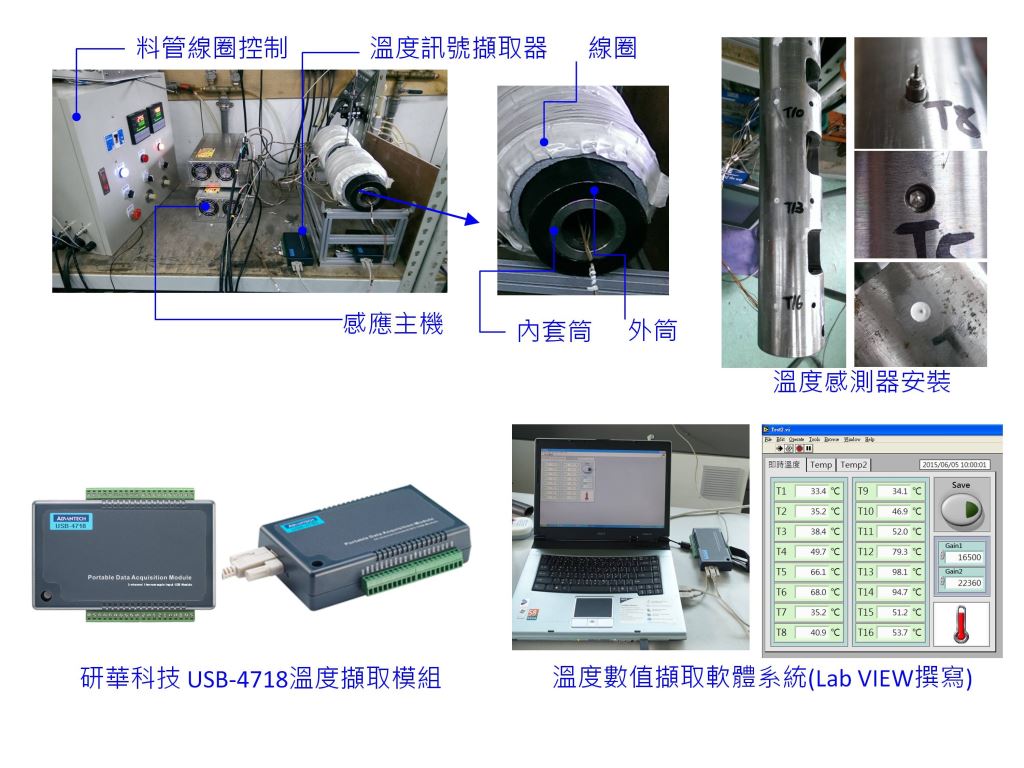
圖一、感應加熱測試平台

圖二、感應加熱主機(左)與電磁感應線圈(右)

圖三、加熱負載鋼製管材
圖四、溫度擷取系統
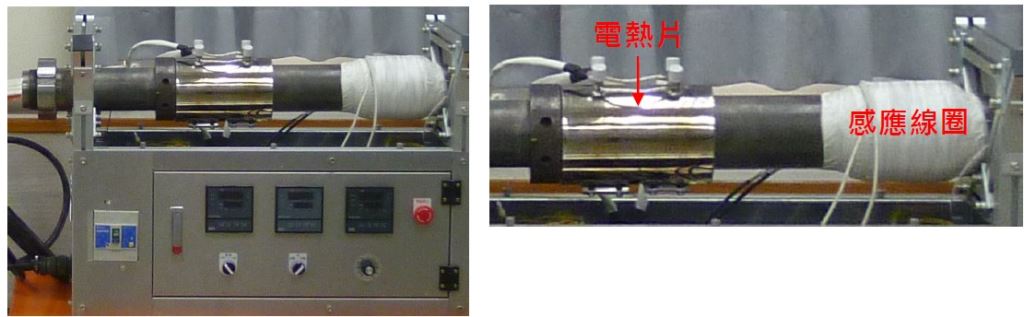
圖五、加熱速度驗證平台
表一、感應加熱主機規格
| 項 目 |
規 格 |
| 電壓範圍 |
220VAC(±15%) 單相 |
| 輸入功率 |
5KW |
| 重 量 |
5kg |
| 尺 寸 |
長 295mm × 寬230mm × 高115mm |
| 頻率 |
18kHz ~25kHz |
| 其他 |
主機保護模組:
IGBT 過熱溫度保護 95℃±5℃,加熱線圈短路保護,主機加熱異常時,可借由面板得知異常狀態。
數位溫度控制器:
具有25mS取樣速度、PID 溫度控制、支援自動演算功能及可選配RS-485通訊介面。另有K-TYPE及J-type等熱電偶溫度感測。
加熱溫度:常溫~350℃ ± 1℃
加熱速度:0.8℃/秒~1.5℃/秒 |
(二) 實驗步驟與流程
(1)
將螺旋型感應線圈架設於加熱負載鋼製管材上,並調整感應線圈與溫度感測點之設定距離,同時將感應線圈連接至感應加熱主機。
(2)
確認電氣電路配接,再次確認感應線圈位置,啟動主機電源,主機設定待機狀態,檢視溫度控制器是否正常啟動。
(3)
使用溫度擷取系統量測加熱負載鋼製管材各偵測點初始溫度,並以手持型熱電偶溫度計校正各點溫度,調整溫度擷取系統,使量測到加熱負載鋼製管材之各點溫度與熱電偶量測值相符,確認溫度量測模組可有效傳輸並記錄各點溫度數值。
(4)
啟動感應主機加熱程序,進行加熱,透過溫度擷取系統記錄整個加熱過程,待加熱至目標溫度200℃後,完畢後關閉感應加熱主機,讀取已記錄之溫度數值並加以統計溫度均勻性。
(5)
完成溫度均勻性測試後,進行加熱速度測試,將電熱片與感應線圈同時裝置於加熱速度驗證平台,確認電氣電路配接,設定目標溫度200℃,啟動加熱後,透過溫度擷取系統記錄整個加熱過程,完畢後關閉感應加熱主機,讀取已記錄之溫度數值,並計算加熱速度與溫度控制偏差。
三、線圈電磁熱耦合分析
首先依據加熱負載鋼製管材與加熱需求,進行感應加熱線圈設計,針對螺旋型電磁感應線圈(如圖六),研究中利用有限元素軟體 COMSOL Multiphysics軟體進行模擬分析。演算過程可分為電磁耦合分析及磁熱耦合分析;其模擬流程如圖七所示。
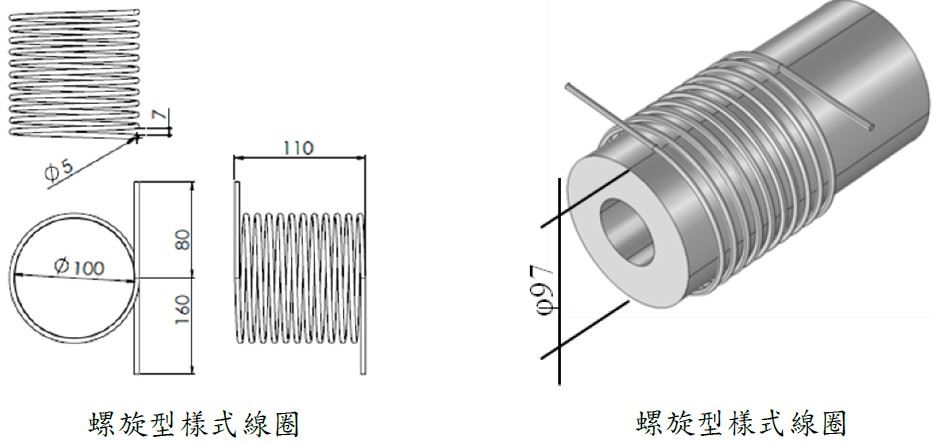
圖六、螺旋型電磁感應線圈
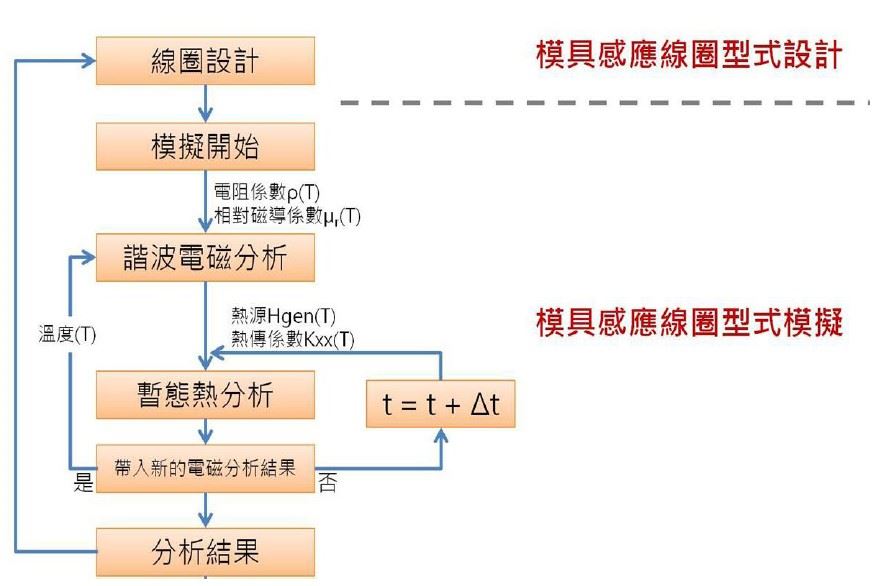
圖七、模擬流程圖
1. 線圈設計:
針對現有模具尺寸規格或結構形狀,依電磁加熱原理與設計準則,繪製感應線圈立體機械工程圖CAD圖檔。
2. 前處理:
進行材料參數設定、邊界條件設定及網格建立。依據實際模具鋼材,將參數設定於軟體介面中,或直接尋找軟體內建雷同之材料之後,按照感應加熱主機之輸出參數設定為邊界條件。而網格劃分多寡影響計算結果及收斂性,網格數量多、密,有助於提高結果之準確性及收斂性,但卻易於影響計算時間,故建立網格時需針對案例分析需求,設定適當之網格大小及分布性。
3. 電磁分析:
屬AC/DC之分析模態,以電流為初始邊界,計算出磁場分布。
4. 磁熱分析:
將電磁分析結果進行固體熱傳分析,考慮熱對導磁係數之影響,可將熱傳計算結果,回傳至電磁分析重新計算檢驗。
5. 後處理:
以顏色分布圖、流線、箭頭等方式呈現電磁及磁熱分析結果,依據計算結果,針對感應線圈設計不符合處予以修正改善,並重新計算分析直到符合預期加熱效果。
三、實驗結果
(一) 感應線圈電磁熱耦合分析
電磁熱耦合分析結果如圖八所示,由感應線圈磁場分析圖檢視,線圈其電流方向一致,整個磁力線分布較集中結合在一起,進一步擷取截面的磁力線分布。磁力線分布整齊且方向一致,表示磁力線分布順暢沒中斷,加上線圈磁場強度(H)在6000A/m以上,最大磁通密度(B)皆在0.3T以上,較多的磁力線通過負載本體,磁力線越密集,表示料管所生成的感應電流越大;反之,則會造成線圈與料管間的磁漏大,加熱效果則較差。但電磁場分布或強度數據還無法完整解析感應線圈的加熱特性,因此,後續採用磁熱耦合分析,從負載本體的加熱場形來探討,主要先將電磁場耦合出渦流損,再將渦流損結果轉至熱傳分析模組作為熱源以求出負載的溫度,後續再將所求的溫度帶回電磁分析中,取得此溫度下的電阻值,再繼續求解,重複至目標時間,即可解出負載最終溫度場。其負載最終溫度場分析結果,由軸向溫度場分布看來,最大溫度為220.86℃、最小溫度為180.45℃、平均溫度為195.76℃、溫度均勻性88%,徑向溫度分布:最大溫度為215.27℃、最小溫度為213.72℃、平均溫度為214.22℃、溫度均勻性97%,總體來看,負載中間段溫度場分布之均勻性最佳,但前後末端,因脫離感應線圈包覆,溫度略低於平均溫度值。
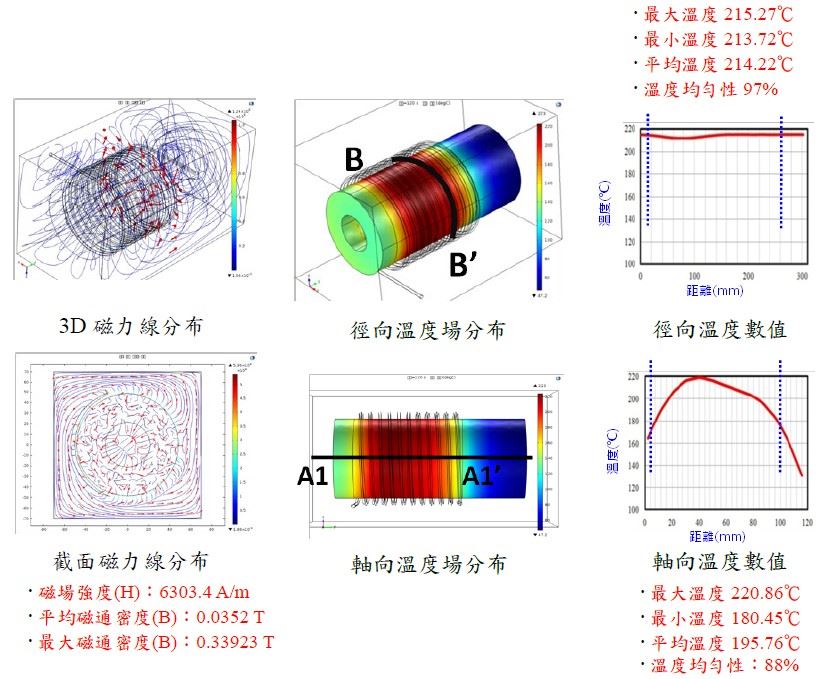
圖八、線圈電磁熱場分析圖
(二) 感應線圈加熱測試
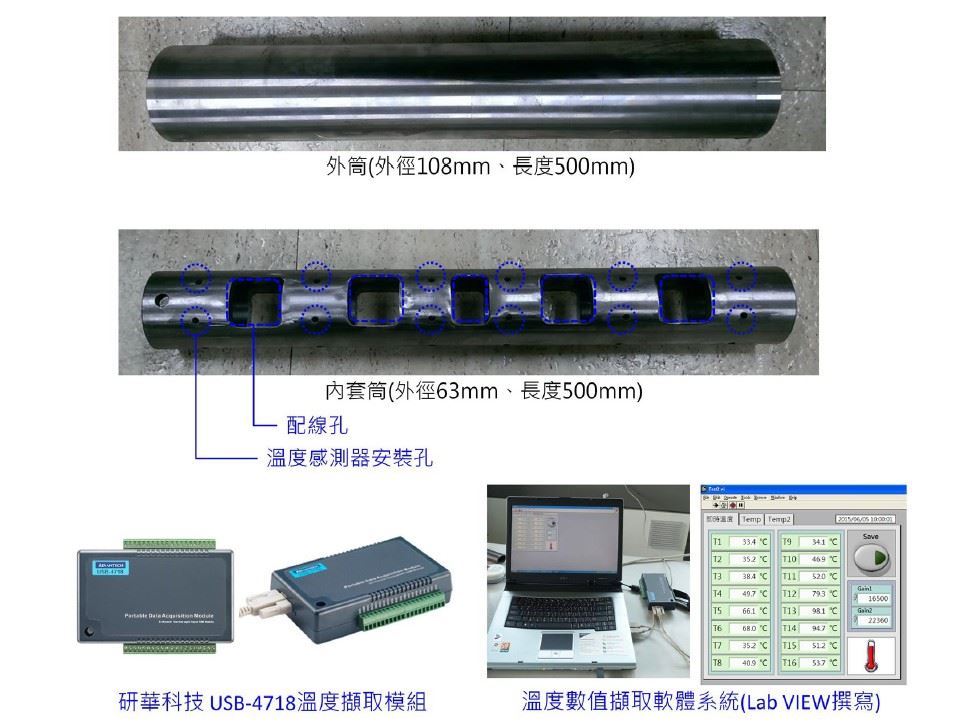
本次為瞭解經過電磁熱耦合分析後,完成組裝的感應線圈,對於加熱負載鋼製管材的加熱特性,建置一可放置兩組感應線圈之感應加熱測試平台,主要由一外徑108mm,內徑64mm、長度500mm(如圖四)之外筒,套上兩組感應線圈,內部放置一內套筒外徑63mm、長度500mm,內套筒主要用來埋設每組感應線圈各18點溫度擷取點,單組線圈溫度擷取點位置示意圖如圖九所示。經由感應加熱測試平台,利用溫度擷取系統,規格如表二,進行各項溫度數值擷取,記錄感應加熱過程中加熱負載鋼製管材18點溫度之變化,透過數值統計計算出軸/徑向溫度均勻性,最後利用加熱速度驗證平台測試加熱速度以及溫度控制偏差。

圖九、單組線圈溫度擷取點位置示意圖
表二、溫度擷取系統規格
| 分類 |
項目 |
數值 / 描述 |
| Analog Input |
Sampling Rates |
10 S/s (shared for all channels) |
| Resolution |
16 bits |
| Unipolar Input (V) |
J, K, T, E, R, S, B types |
| Channels |
8 differential |
| General |
Power Consumption |
5V @ 100 mA |
| I/O Connectors |
Onboard screw terminal |
| Bus |
USB 2.0 |
| Dimensions |
132 mm×80 mm×32 mm
(5.2"×3.15"×1.26") |
| Isolated Digital I/O |
Input Channels |
8 |
| Output Channels |
8 |
2.1 料管均溫性
一般電熱式料管溫度皆分為多段設定操作,前段溫度較低,中、後段溫度較高,各段的溫差約5~10℃,避免塑膠粒熔融過早,樹脂供給產生不均勻的現象,在溫度設定上也不需特別注意。但由於感應線圈應用於料管加熱時,因電磁場非均一性,以及感應加熱非透過熱傳導加熱,往往造成單段感應線圈所加熱的料管金屬體會有冷熱點的出現,造成溫度不均的現象,因此為了讓感應加熱可符合產業使用之需求,因此該研究中之線圈,透過分析設計的手法盡量使電磁場達到均一外,另外,進行實際的加熱測試來驗證單段感應線圈加熱時的溫度均勻性。
均溫性U (Temperature Uniformity)
U: temperature uniform
S: standard deviation
M: Mean value of all of temperature points
為讓感應式料管加熱技術可符合業界之應用規格,與瞭解感應加熱應用於料管加熱之穩定性,針對螺旋型料管感應線圈進行加熱測試,首先為確認感應加熱線圈對料管加熱之溫度均勻性,進行料管軸/徑向溫度均勻度之測試,均勻度之定義依據式(一)之計算式,擷取之數值經演算後如圖十所示,料管在室溫~200℃的加熱期間,隨著溫度變化溫度,軸向均溫性溫度在100℃前為向下的趨勢,溫度100℃後即為向上之趨勢;徑向均溫性在70℃前為向下的趨勢,溫度70℃後即為向上之趨勢;此一現象主要為熱傳效應影響,加熱過程中隨著熱傳時間增加,溫度均溫性亦隨之提高,但整段加熱過程中,均勻性結果顯示不論是軸向均勻度或徑向均勻度皆符合90%以上之均勻性。
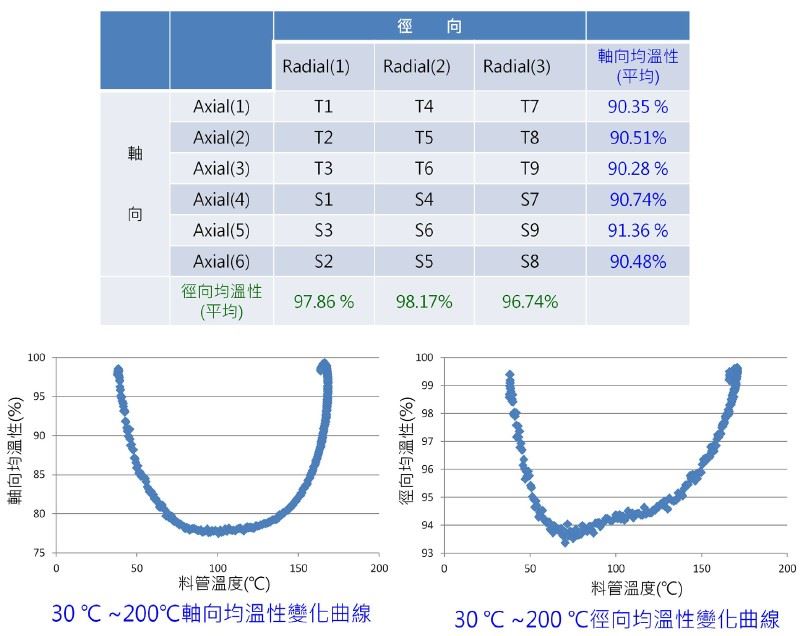
圖十、料管軸/徑向溫度均勻度結果
2.2 料管加熱速度與控制偏差
電熱係除了提供料管加熱的穩定熱源外,一般電熱片功率愈大,加熱時間減少,可有效將生產週期縮短且附帶節能效果,但為了加熱速度無止境的增大功率規格,也不符合產業設備的效益。感應加熱由於透過電磁熱的方式產生熱源,可在與一般電熱片功率輸出相同的情況下,使料管獲得較快的加熱速度。而依據業界經驗法則,感應加熱在相同主機輸出功率規格情況下,經由加熱速度的高低,可直接得知主機與線圈的匹配程度,匹配程度越佳,越接近主機最大輸出值,料管加熱速度越快。本研究透過實際料管加熱,並以電熱片為實驗對照組,測試過程分別以電熱片與感應線圈加熱料管,並紀錄兩者之加熱溫度變化曲線來說明感應線圈與一般電熱片的加熱能力,結果如圖十一所示,結果顯示由初溫32度到加熱目標溫度200℃時,感應式加熱耗時159秒(加熱速度1.06℃/秒),電熱式耗時934秒(0.18℃/秒)。另外,針對使用感應線圈加熱料管,溫度控制偏差進行量測,將溫度設定在200℃持溫,擷取其中50秒之溫度數值,各點溫度分布和數值統計結果如圖十二,最大溫度200.74℃、最小溫度199.54℃,平均溫度199.9℃,整個溫度偏差值大約介於±0.249℃。
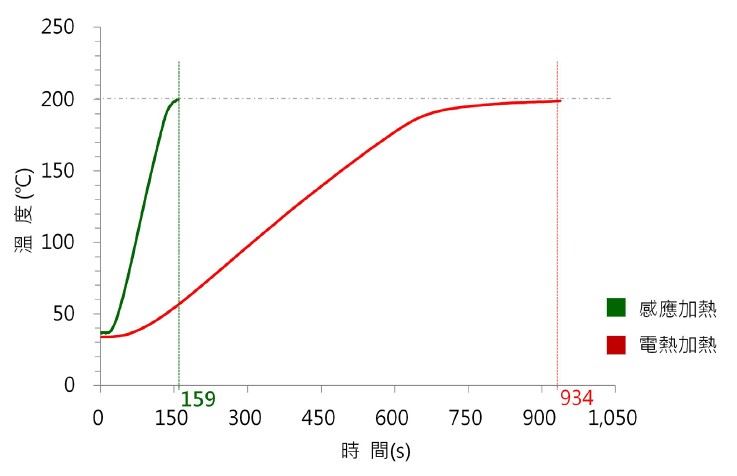
圖十一、感應線圈與電熱加熱溫度曲線
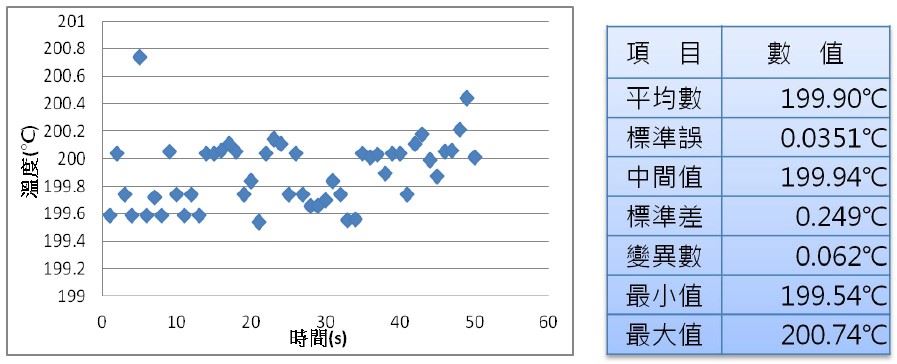
圖十二、200℃持溫段溫度分布圖和數值統計結果
四、結論
本次研究內容係以電腦軟體模擬分析電磁感應加熱技術應用於料管電磁熱耦合效果,以及驗證感應加熱線圈之料管加熱特性,因此利用實際加熱測試驗證感應線圈應用於料管加熱之效果,說明該分析技術可做為射出成形產業,使用電磁感應加熱時,電磁感應加熱線圈設計之工具。最後可歸納出以下結論:
1.
運用感應線圈電磁熱耦合分析技術,已可進行3維電磁熱模態分析,並大致符合實際加熱溫度分布情形,此一技術可大大降低感應加熱線圈設計製做之前期開發人事物成本。
2.
射出料管在室溫~200℃的加熱期間,隨著溫度變化溫度,軸向均溫性溫度在100℃前為向下的趨勢,溫度100℃後即為向上之趨勢;徑向均溫性在70℃前為向下的趨勢,溫度70℃後即為向上之趨勢;此一現象主要為熱傳效應導影響,加熱過程中隨著熱傳時間增加,溫度均溫性亦隨之提高,但整段加熱過程中,均勻性結果顯示不論是軸向均勻度或徑向均勻度皆符合90%以上之均勻性。
3.
結果顯示由初溫32度到加熱目標溫度200℃時,感應式加熱耗時159秒(加熱速度1.06℃/秒),電熱式耗時934秒(0.18℃/秒),整個加熱時間縮短82.98%,而溫度控制偏差為±0.249℃,顯示經由感應加熱之料管,仍可得到良好之溫度控制。
五、參考文獻
- [1]. 李育芸,“感應加熱應用於模具快速加熱之研究”,中原大學機械工程學系,碩士論文,2002。
- [2]. 陳民山,“射出機螺桿感應加熱的實驗與分析”,成功大學機械工程學系,碩士論文,2012
- [3]. E. Horoszko, Krakớw, Polen, “Induction Heating of Flat Objects”, Arch. f. Elektvotechn., Bd.57, H 3, 1975.
- [4]. E.J. Davies, “Conduction and Induction Heating”, IET Power Engineering Series 1st Edition,1990.
- [5]. H.T. Bui, S.J. Hwang, “Design of an induction heating coil coupled with magnetic flux concentrators for barrel heating of an injection molding machine”, Journal of Mechanical Engineering Science 2014.