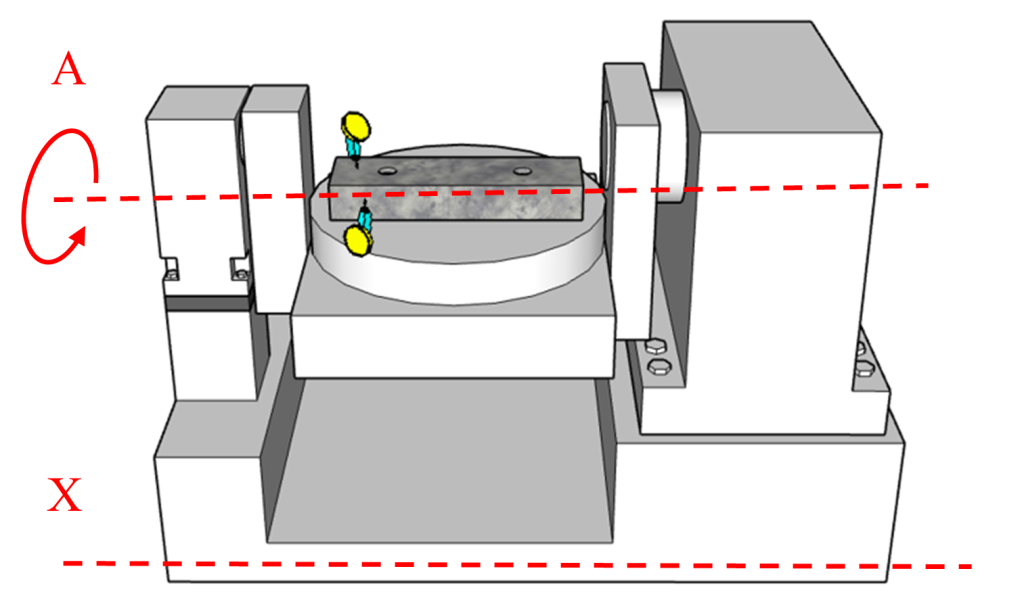
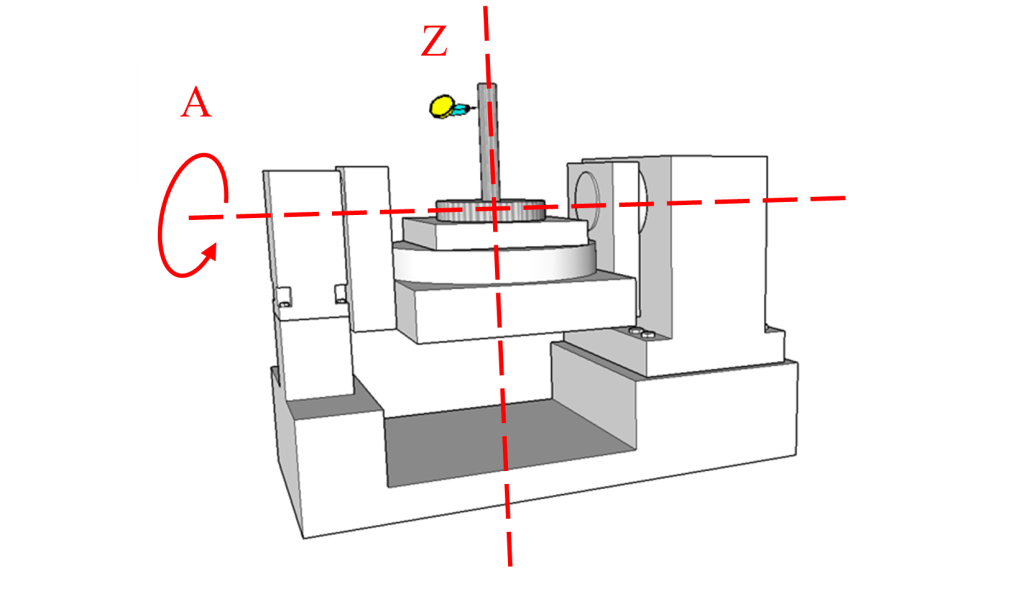
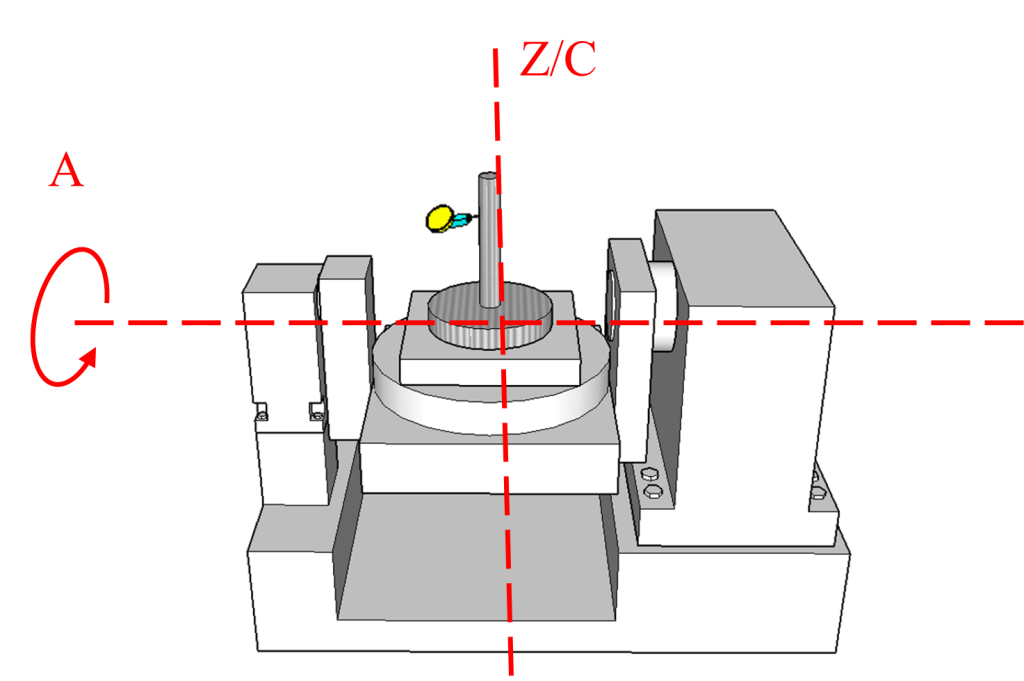
參考圖四,旋轉軸與線性軸的平行度:Z軸(垂直線性軸)的運動方向應與C軸(繞Z軸旋轉)的旋轉軸線保持平行。這是確保C軸旋轉時工作台與主軸姿態精準的基礎。
.png)
圖四、C軸與Z軸應保持平行
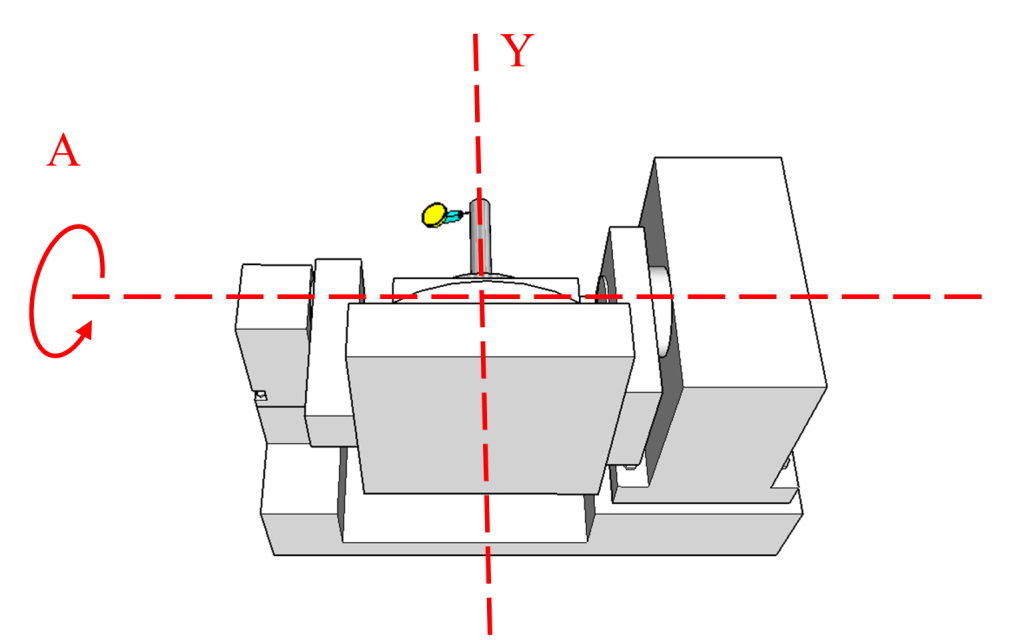
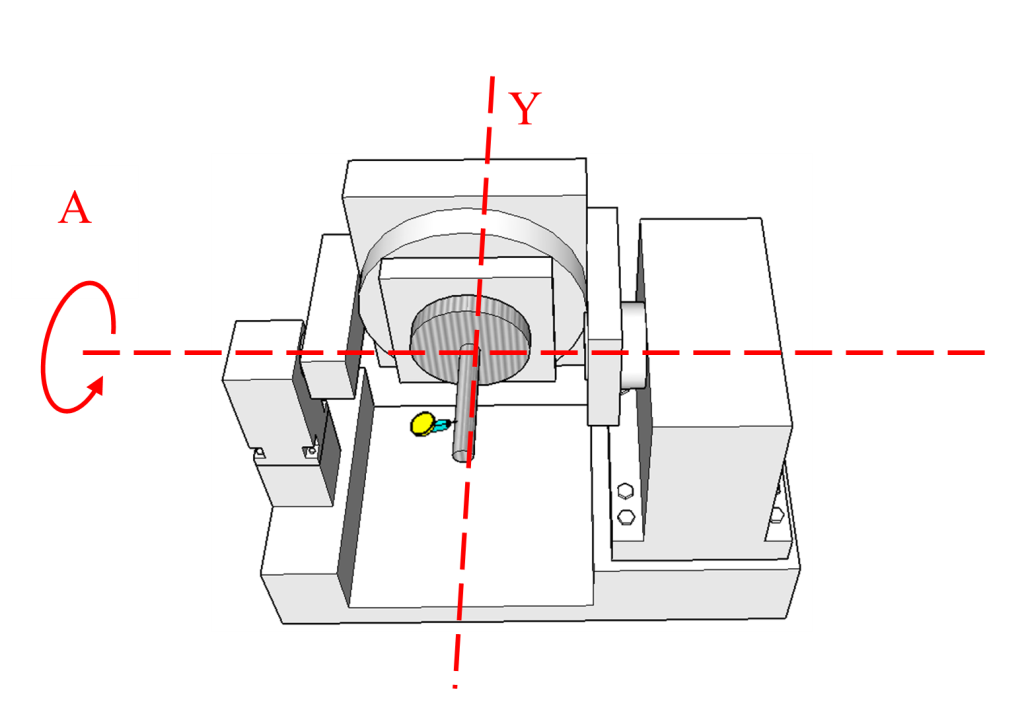
3.參考圖五,旋轉軸間的垂直度:關鍵的是,A軸的旋轉軸線必須與Y軸、Z軸的運動方向保持高度垂直。A軸與Y軸、Z軸的關係,直接決定了傾斜面加工時刀具姿態的準確性。
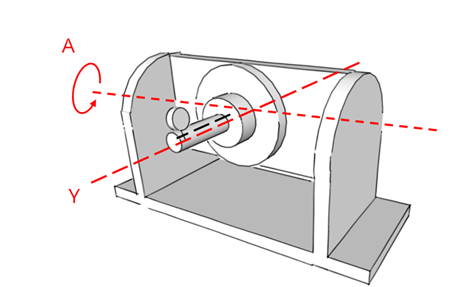
圖五、A軸與Y軸應保持垂直
當平行度與垂直度關係(本體線性軸 vs. 模組旋轉軸)通過精密的裝配工藝和精細調整被優化至最佳對應狀態時,即使三軸本體和旋轉模組各自的單項精度並非頂尖,整台五軸工具機的綜合空間定位精度和動態加工表現通常都能滿足基礎性能要求,不至於「太差」。反之,若忽視這些介面幾何精度的匹配,即使單體部件精度再高,組裝後的整機性能也可能因幾何上的相互干涉而遠低於預期。
五軸機幾何的量測標準件
在組裝與調整三軸與旋轉模組的幾何精度時,有兩個關鍵檢驗標準件:
1. 四面精度直規。
大理石四面精度直規(參考圖七)以高品質花崗岩製成,具備優異的尺寸穩定性、耐腐蝕性與高硬度。四個互為基準的研磨面可達微米級平面度與直角度,作為測量與設備校驗的絕對基準。底部依全長約0.559倍處的貝賽爾點(參考圖六),設計兩沉頭孔,螺栓鎖固時能均勻分散力、避免局部應力,並確保螺栓頭部全陷入孔內,使直規底面固定於工作台,維持整體高精度與穩定性。
.png)
圖六、貝賽爾點(最小化彎曲變形)

圖七、大理石四面精度直規示意圖
2. 固定於台面的標準試棒。
金屬試棒(參考圖八)採用高剛性、低熱膨脹的合金鋼經精密研磨,具極高直線度與圓柱度,其可檢測三軸的垂直度、平行度與直線度,並評估旋轉軸相對線性軸的垂直度、平行度,是多軸機精度校驗的基礎工具。
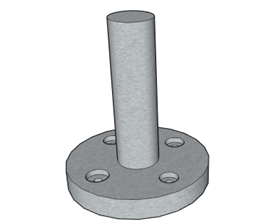
圖八、台面標準試棒示意圖
五軸機精密作業的基石:工作台絕對水平確認
在進行任何檢驗工作,特別是如高精度五軸機組裝與量測這類精密作業前,首要且最基礎的步驟,就是確認工作台處於絕對水平的狀態。令人遺憾的是,此項看似基本的要求卻常被忽視或草率執行,成為後續誤差與問題的潛在根源。
對於五軸機其工作台的絕對水平至關重要,它不僅是組裝各部件時的基準面,更是後續進行精確量測的可靠平台。任何微小的水平偏差,都會在長距離或高度敏感的測量中被放大,導致組裝精度失準或量測數據失真。
因此,本人強烈建議並要求,工作台的絕對水平精度必須嚴格控制在優於 0.01 mm/M(約 2 角秒)的範圍內,請參考下圖九示意圖。唯有確保此一基礎條件無虞,方能為後續的高精度組裝與檢驗量測任務奠定堅實可信的基礎,避免因基礎不穩而徒增除錯困擾與品質風險。此為追求卓越精度的必要前置作業,絕不容輕忽。
圖九、絕對水平需小於 0.01 mm/M(2角秒)
使用四面精度直規 ISO10791-2(2023)
在使用四面精度直規進行五軸加工機的精度檢驗時,建立準確的量測基準是首要步驟。此過程始於將機台的傾斜軸設定於 0 度位置。接著,將四面精度直規穩固地安裝於機台工作台上。校正的目標是使直規的長邊精確地與機床的X軸運動方向保持平行。
為了達成此平行度校正,需要透過手動或手輪模式精細地移動機台的X軸。同時,使用校驗量表接觸並量測直規的頂面(上表面)。在移動X軸的過程中,仔細觀察量表讀數,並持續調整X軸位置,直到量表在直規頂面移動時,其讀數穩定地維持在「零」位,這表示直規頂面沿X軸方向是平行的。完成頂面校正後,需進一步確認直規側面(通常指與安裝面垂直的長側面)的基準。同樣透過移動X軸,將量表接觸直規側面並進行量測,調整至量表在側面的讀數也歸零至平行。
當直規的頂面與側面均透過移動X軸調整至量表歸零狀態時,即成功建立了五軸機精度檢驗的基準參考,後續所有相關軸向的精度量測,都將以此校正後的直規位置與姿態作為比對的原始依據(請參考圖十示意圖)。
圖十、於傾斜軸0度校正基準
在成功建立傾斜軸於 0 度位置時,四面精度直規頂面與側面均透過 X 軸移動校正至量表歸零的基準狀態後,即可進行關鍵的五軸機精度檢驗。此階段的核心目標,在於評估當傾斜軸脫離水平基準位置旋轉至極限角度時,三軸與四五軸之幾何精度關係。檢驗程序如下:保持直規穩固安裝,將傾斜軸由 0 度基準位置,精確地旋轉移動至正 90度的定位點,抵達目標角度後,接著,再次使用校驗量表,小心地接觸並量測此刻直規的「頂面」與「側邊」。仔細記錄量表在正 90 度位置時,於當前定義的「頂面」與「側邊」所讀取到的數值。
完成正 90 度位置量測與記錄後,將傾斜軸旋轉返回至 0 度基準位置,可簡易複查量表讀數是否回歸零位附近,以確認過程無意外偏移。確認無誤後,再將傾斜軸旋轉移動至負90度位置。重複上述量測步驟:在負 90 度位置,使用量表量測該姿態下直規的「頂面」與「側邊」,並詳細記錄讀數。
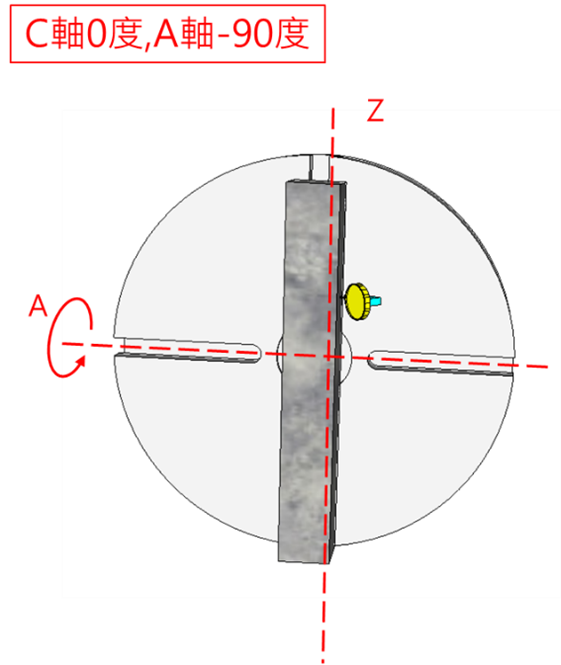
透過比對正 90 度、負 90 度以及基準 0 度位置所記錄的量表讀數(誤差值),這些量測數據直接反映了 X 軸線性運動方向與 A 軸之旋轉中心線之間的空間幾何關係是否正確。例如,若直規側邊在正負 90 度的讀數誤差呈現特定趨勢(如對稱性或線性增長),可能揭示旋轉軸與 X 軸的垂直度偏差、旋轉中心偏移或軸線不平行。透過誤差模式分析,可判斷機台幾何精度是否在合理規範內,以及後續是否需要調修的關鍵依據,詳細示意圖請參考圖十一、圖十二以及圖十三。
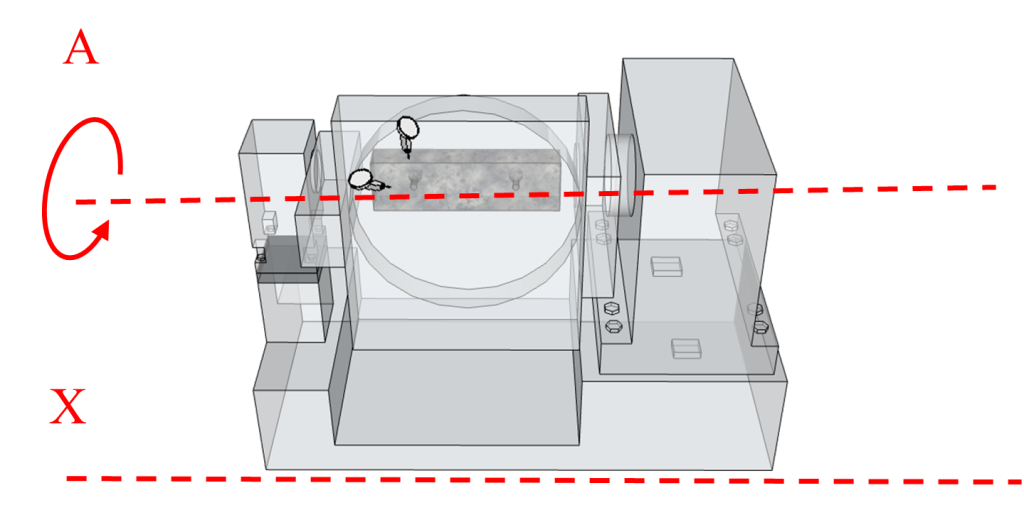
圖十一、傾斜軸 90 度量測平行度
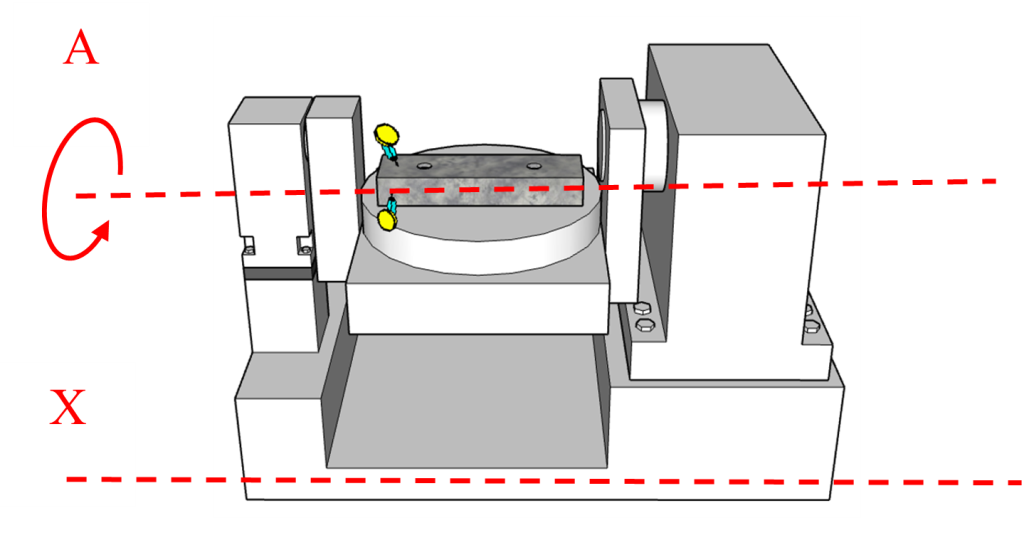
圖十二、傾斜軸 0 度為平行度基準
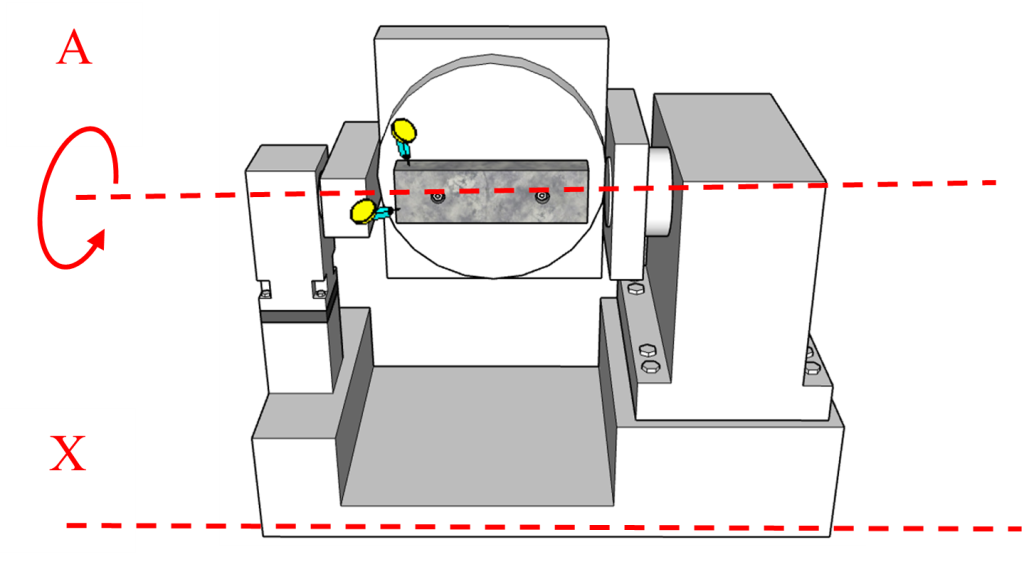
圖十三、傾斜軸 -90 度量測平行度
使用標準測試棒 ISO10791-2(2023)
進行五軸加工機的幾何精度驗證時,採用剛性良好且經過精密研磨的標準測試棒作為量具,是評估旋轉軸與三線性軸幾何的常用方法。此程序首要關鍵在於建立一個精確可靠的量測基準。
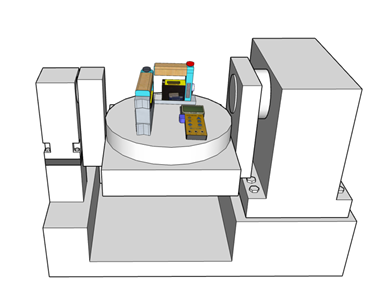
圖十四、標準試棒於傾斜軸 0 度位置作為量測基準
步驟一:初始設定與同心度校正
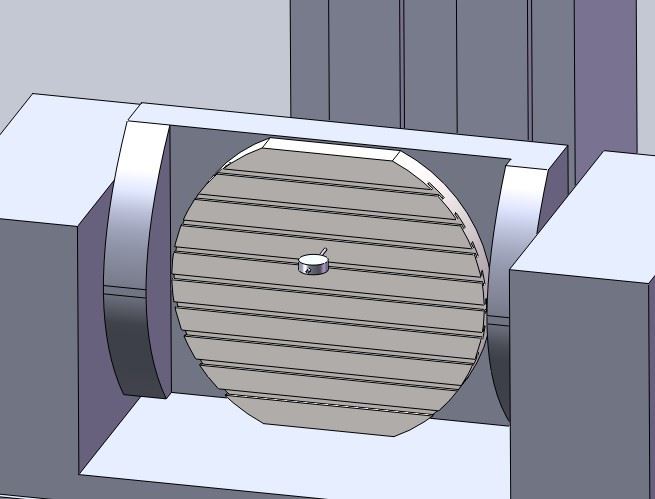
安裝與定位: 將標準測試棒穩固地安裝於機台工作台。將機台的傾斜軸設定於 0 度位置。同心度校正:需先校正測試棒架設於旋轉中心線的同心度,作法如下:使用具備磁力座的量表,將其吸附在主軸上,將量表測頭輕觸於測試棒靠近的圓柱表面,以手動方式緩慢旋轉工作台(C軸)一整圈(360度)。觀察量表指針的變化範圍(即總指示讀數,TIR)。反覆旋轉工作台並微量調整,目標是將旋轉一圈內的量表讀數變化量最小化,直至達到可接受的公差範圍(例如小於0.002 mm)。這確保了測試棒的軸心線與旋轉中心線高度重合。
步驟二:與Z軸平行度校正及歸零
完成同心度校正後,接著需確認並校正測試棒在傾斜軸 0 度位置時,其旋轉中心線與Z軸運動方向的平行度:前後/端歸零、左右/端歸零。
僅移動Z軸,將量表下移至測試棒最下端的圓柱面。再次觀察量表讀數。若測試棒軸心線與Z軸完全平行,則此點的讀數應同樣為零。若讀數不為零,表示存在垂直度或平行度偏差。此操作實質上是將當前測試棒的姿態(可能略有傾斜),亦可定義為此階段檢驗的參考基準線,請參考圖十四。
建立量測基準:
當完成上述步驟,即在傾斜軸 0 度位置,透過同心度校正確保測試棒中心與旋轉軸重合,並透過移動Z軸將測試棒上、下的量表讀數均歸零後,即成功建立了本次五軸機精度檢驗的量測基準狀態。
此基準狀態下的測試棒位置與姿態,將作為後續評估傾斜軸在正負 90 度或其他角度定位時,其旋轉中心軸、傾斜軸以及各軸間幾何關係是否正確的比較依據。詳細示意圖請參考圖十五、圖十六以及圖十七。
圖十五、標準試棒於傾斜軸 90 度位置
圖十六、標準試棒於傾斜軸 0 度位置
圖十七、標準試棒於傾斜軸 -90 度位置
使用四面精度直規 標準未提供的檢測方法
在五軸工具機的幾何精度驗證領域,除上述二種國際標準(如ISO 10791)規範的檢驗方法外,本文進一步說明一種與標準方法相互搭配的實務驗證技術:亦是透過直規與量表執行,若此三種精度皆能同步優化及驗證,將顯著提升五軸工具機的加工精度。
架設時確保直規基準側面與工具機Y軸移動軌跡達成完全平行狀態,量表歸零確認建立本次量測的基準點。完成基準設定後,開始執行傾斜軸正負 90 度位置的精度驗證:將主軸旋轉至正 90 度定位點,此時驅動 Z 軸移動,全程監測量表指針偏移量,當指針達到最大峰值時記錄該數值;相同程序應用於負 90 度位置。詳細示意圖請參考圖十八、圖十九。
圖十八、使用四面精度直規與量表於傾斜軸 0 度位置設為基準
圖十九、使用四面精度直規與量表於傾斜軸 -90 度位量測誤差
旋轉定位補償失效背後的問題
五軸機床在Z軸移動配合傾斜軸旋轉至90度位置時,平行度誤差問題頻發且常見(如圖二十一)。一個令人費解的現象是:在對傾斜軸進行旋轉定位精度補償後(參考圖二十),此平行度誤差非但未改善,反而顯著惡化。這並非補償技術本身的失敗,而是深刻揭示了一個更基礎、更關鍵的問題被長期忽視:三軸(X/Y/Z)與旋轉軸(A/C或B/C)之間的幾何精度未能真正達標。
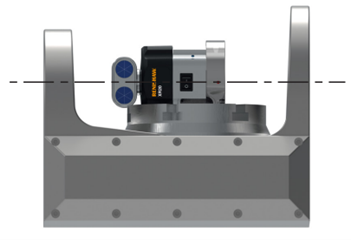
圖二十、使用角度分割儀進行傾斜軸量測與補償旋轉定位精度
若三軸導軌垂直度或旋轉軸軸線存在嚴重幾何誤差,其誤差已錯亂,故此時再進行補償不僅無效,反而雪上加霜。五軸機的精度基礎在於三軸直線度與垂直度的穩固,以及旋轉軸與直線軸之間精確的幾何對位。補償無法取代結構準確性,唯有在安裝階段嚴控三軸與旋轉軸的幾何關係,回歸結構本源,才能真正實現穩定高精度。補償只是輔助,幾何才是根本。
圖二十一、常見詢問問題:Z軸與傾斜軸 90 度的平行度不佳
幾何精度控制的三階段策略與產業對應能力解析
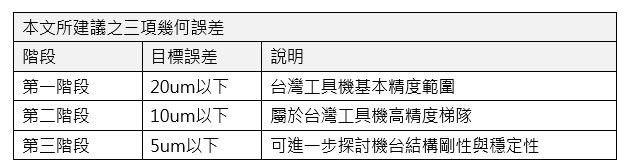
時常有廠商詢問加工或量測時精度究竟該控制在多少才合適,根據過往豐富的實務經驗累積與觀察台灣產業現況,個人通常會將此需求劃分為三個循序漸進的階段來具體說明其目標與意義。首先,在初始導入或基礎要求的第一階段,核心目標是必須將本文所介紹之三項檢驗項目穩定地控制在20um的門檻之下;這個20um的數值絕非隨意訂定,它反映的是當前台灣製造業界中最普遍、最廣泛被採納與認可的基礎允收標準值,是多數廠商在常規品質管控下量測結果能夠符合客戶基本規格要求的常見門檻,代表著進入合格供應鏈的基本能力。
其次,當技術能力提升進入第二階段時,則需要更嚴格地將幾何精度目標進一步壓縮至10um以下的水準;若能穩定且重複地達到此一精度層級,便意味著該廠商的製程掌控能力、設備精度與品質系統已超越多數同業,躋身產業中的前段班,具備承接更高規格、更高附加價值訂單的競爭實力,此時在市場上已能展現出差異化優勢。
若追求極致精密或尖端應用的第三階段,關鍵在於將幾何精度推進至5μm以下。此時必須深入檢視工具機或量測設備三軸(X、Y、Z)結構的絕對剛性,並確保多軸加工時第四、第五軸在複合運動下仍具高穩定性。能否有效抑制因切削力、重力、熱應力引發的微小變形,將成為突破高精度瓶頸的關鍵。因此,須從結構設計、材料選擇、熱補償策略到環境控制等多方面同步優化,方能穩定實現超高精度。這三階段清楚呈現精度演進的技術層次與設備要求。
表一、建議精度說明表
總結與未來展望
以下總結本文章重點:
1. ISO 10791-2(2023)為目前最新版的五軸機標準規範。
2. 三軸本體與旋轉模組的幾何精度的組合精度說明。
3. 機台絕對水平控制於0.01 mm/M(約 2 角秒)的重要性。
4. 使用四面精度直規量測精度的方法ISO 10791-2(2023)。
5. 使用標準測試棒量測精度的方法ISO 10791-2(2023)。
6. 使用四面精度直規量測精度的方法,此方法標準未提供但可與前兩項驗證。
7. 旋轉定位補償失效背後的問題:Z軸移動與 90 度台面平行度問題。
8. 組裝精度三階段製程精度分享。
因此,突破五軸工具機性能瓶頸的關鍵,不僅在於持續提升單體部件的製造精度,更在於深刻理解並精密控制三軸本體與旋轉模組之間的決定性的幾何關聯。唯有實現兩者在空間姿態上的精確「匹配」,才能釋放五軸同動加工的真正潛力。
參考資料
1. International Standard, "Geometric Accuracy Of Machines Operating Under No-Load or Quasi-Static Conditions", ISO230-1(2012).
2. International Standard, " Test code for machine tools Part 6: Determination of positioning accuracy on body and face diagonals (Diagonal displacement tests)", ISO230-6(2002).
3. International Standard, " Test conditions for machining centres
4. Part 2: Geometric tests for machines with vertical spindle (vertical Z-axis)", ISO10791-2(2023).
5. https://www.renishaw.com/tw/