塑橡膠成形產業之工作站生產單元製程為反覆加熱與冷卻之週期性過程,於加熱和冷卻的時 間,耗損了許多能量,另外絕大部分塑膠原料需經過除濕乾燥後才能投入生產,這都是塑 橡膠成形製程耗能原因,對國內產業來說亦存在極大技術缺口。本中心投入電磁乾燥設備技術、 電磁乾燥比較傳統蜂巢式熱風烘料機之效益、具有節能效益,透過電磁乾燥機構設計與導入負壓 降低露點溫度,優化電磁乾燥製程效率,改善傳統熱風式間接加熱乾燥方式,可以節能30%以 上,補足塑橡膠成形設備製造業者間跨領域技術整合缺口,加速擴散本技術研發成果,協助突破 塑橡膠成形產業節能技術門檻,進行產業化技術驗證,落實產業實際應用。 關鍵詞:微波、烘料、節能
▋ 前言
依據新能源政策之推動,經濟部能源署編撰「2016年能源產業技術白皮書」以推動各項能 源技術研發及推廣應用成果為主。其中技術研發重點分別為新式及再生能源領域技術研發,以及 節約能源領域所屬次領域,包括工業節能、住商節能、跨部門節能、智慧電網等項目,投入國家 資源進行技術研發與相關節能成果推動。本中心依循經濟部能源署能源科技研發計畫方向,將任 務重點是聚焦於節約能源領域中所屬次領域的工業節能技術進行開發,投入產業省能技術之發 展,以達到產業節能減碳之目的。財團法人精密機械研究發展中心(PMC)投入電磁乾燥設備技 術之開發,透過新技術之導入,推出低能耗成形塑橡膠烘料技術再創新。為符合塑橡膠產業射出 成形、押出成形、擠出成形與吹製成形前等塑料之乾燥需求,以及中上游塑橡膠設備、輔機製造業者之關鍵零組件技術亟需提升,投入電磁乾燥設備關鍵零組件研發,取代傳統使用熱風、蜂巢 式轉輪、分子篩或真空乾燥之技術,產出電磁乾燥設備,與傳統烘料法比較可縮短時間30%以 上,能提升能源使用效率。
▋ 研究背景與動機
國際節能議題政策以歐盟等國家為主要發起國,如巴黎與德國對於改善全球氣候暖化及提倡 綠能、零碳排之議題十分積極,無論是法規制定或是相關節能技術研發皆領先全球其它地區,國 際重大協議又以2016年生效的「巴黎協議」與2019年發布的「歐洲綠色新政」為國際標竿, 內容提到未來能源生產和使用須優先考慮能源效率,並揭示2050年要達到碳中和,2030年減 碳50%~55%之目標,因此,財團法人精密機械研究發展中心(PMC)投入電磁乾燥設備技術 開發,推出低能耗微波乾燥機。
▋ 電磁乾燥整機機構設計
本中心為解決立式乾燥不均及乾燥溫度過高問題,提高乾燥均勻性,依據模型最佳化結果進 行乾燥最佳構型設計,產出立式乾燥桶一款構型,如圖一所示,桶身內使用擾動結構進行塑料攪 動,達到提高乾燥均勻度及受熱均勻性為15~20%,乾燥時間提升20~40%,各機構設計如下詳述:
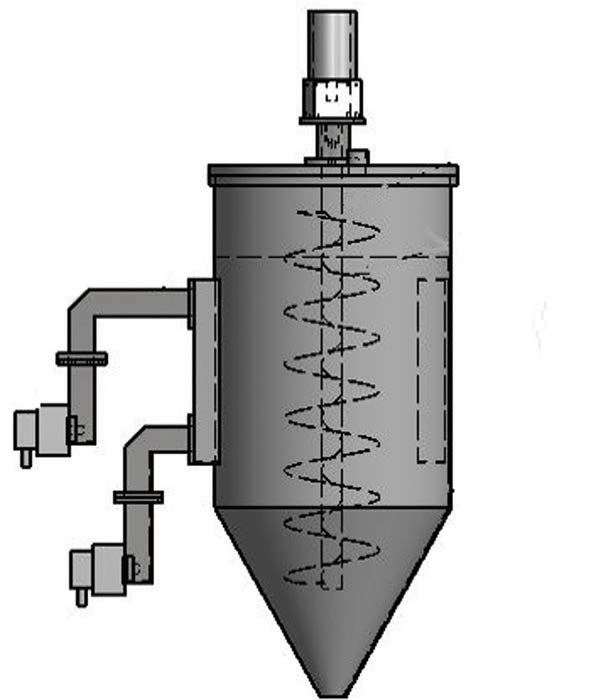
圖一、桶身擾動結構設計
透過使用不鏽鋼材質板金進行設計(板厚2mm),如圖二所示,此設計可承受負壓壓力, 對維持桶壁面不會有任何變形,亦可減少加工製作成本,降低成本約10%,乾燥筒規格:外徑 467mm × 長度1018mm,容量達100L,可耐負壓230~760 torr。

圖二、乾燥筒設計
乾燥筒上蓋,如圖三所示,為了降低乾燥塑料溫度以及塑料於桶內乾燥時,會產生微量的 水氣,透過設計快拆管路使真空泵將桶內空氣抽取出來,降低乾燥筒內部壓力,於上蓋設計排氣 與防洩漏功能,減少桶內水氣含量。
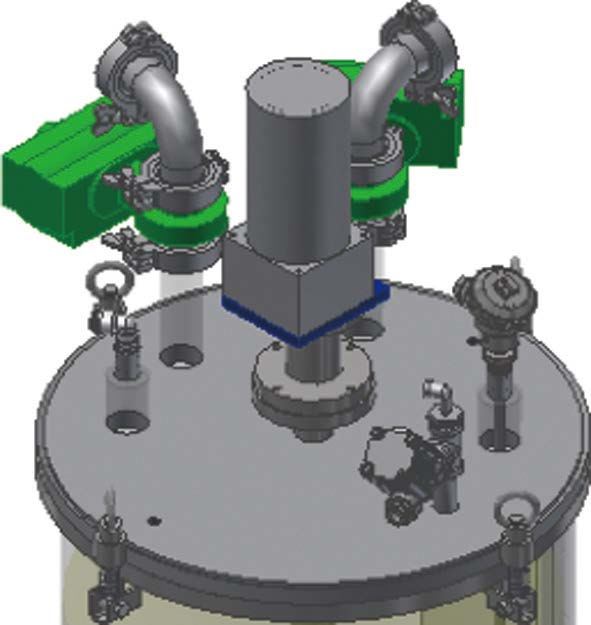
圖三、乾燥筒上蓋設計
導波管,如圖四所示,微波乾燥原理透過穿透可將塑膠粒快速加熱,導波管設計目的,用 於控制波長傳遞方向,可因應乾燥筒身大小,設計一款導波管,讓電磁微波直接加熱塑膠粒減少 熱損失,設計規格截面尺寸46mm × 86mm、磁控管頻率2450MHz。
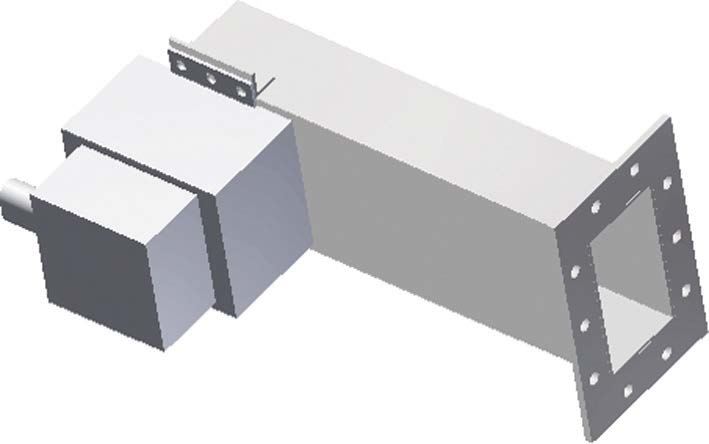
圖四、導波管機構設計
完成低壓乾燥機構加工製作,如圖五所示,其中包括,乾燥統桶身、乾燥筒法蘭、上蓋、取 料口等,烘料滾桶使用滾圓製作完成尺寸長度1018mm × 外徑467mm。

圖五、乾燥桶加工製作
完成低壓乾燥機構組裝,如圖六所示,包括擾動機構、乾燥筒身,擾動機構透過聯軸器與擾 動馬達進行連接,可增加機械的可撓性,允許軸有小幅度的偏差、減少傳動時在軸上傳遞的衝擊 性負載以及保護傳動軸。

圖六、筒身結構組裝
▋ 負壓乾燥調整模組設計
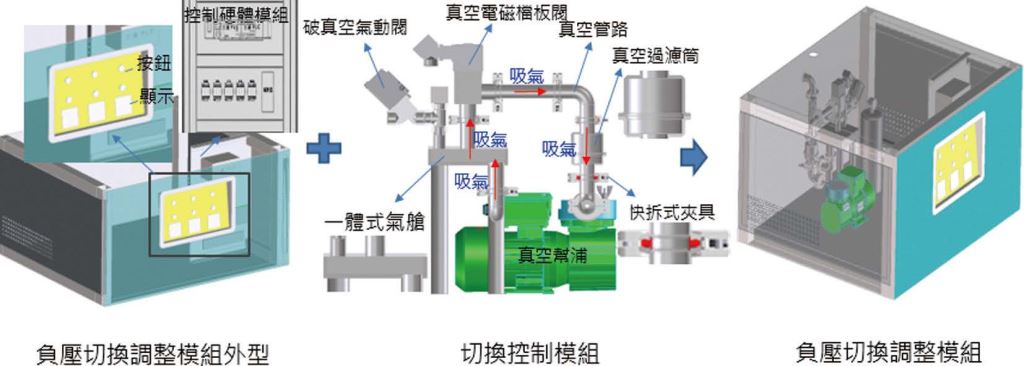
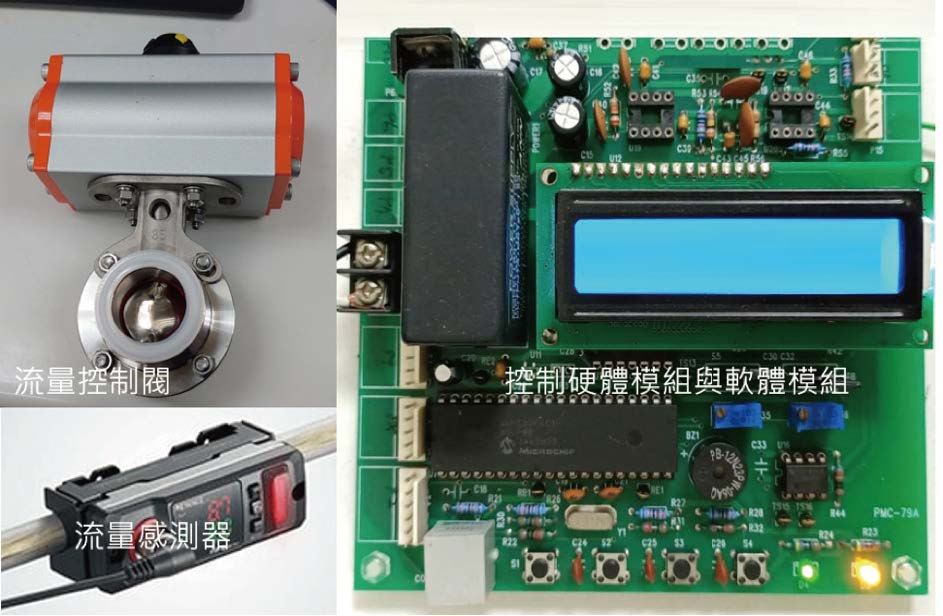
本中心開發負壓乾燥調整模組,如圖七所示,透過負壓的方式來降低露點溫度,搭配電磁 波,可直接對塑膠粒內部水分進行乾燥,降低烘料溫度,節省能源消耗;現有的乾燥系統,塑料 易受高溫而產生劣化,開發負壓乾燥調整技術,透過感測器訊號回授,調整負壓泵,進行負壓調整(230 torr)及降低塑料之露點溫度,預期使塑料的水分於70℃即可蒸發。負壓乾燥調整模組主 要由切換調整機構單元、控制硬體模組與軟體模組所組成,其中切換調整機構單元之功能使用切 換閥、泵、管路3種機構設計,並搭配管路與過濾筒濾除空氣中的雜質,完成負壓乾燥調整模組 機構設計,各模組機構功能如下詳述:
1. 切換閥:
主要功能為進行負壓抽氣與吸料功能之切換,整合了負壓產生與吸料功能,具節省管路空間 之優點,當壓力感測器於烘料開始時判斷乾燥筒內未達我們所設定的露點溫度時,切換閥動作為 切換成抽氣的管路,對乾燥筒進行抽氣,達到設定之露點溫度,當達到露點溫度目標後,切換閥 動作為切換成吸料的管路,以進行吸料。
2. 負壓泵:
用於將乾燥筒內之壓力,達到我們所設的230 torr壓力,故使用負壓泵進行抽氣,並藉由壓 力感測器搭配負壓泵進行壓力控制,使露點溫度達70℃。
3. 管路:
主要分為負壓之抽氣管路與吸取塑料之吸料管路,依照切換閥進行抽氣管路與吸料管路之 切換。
圖七、負壓調整設計
▋ 負壓乾燥調整模組製作
透過單晶片,將露點溫度資料庫進行曲線擬合,並建置控制軟體模組,包括:流量功能模組、 壓力控制功能模組等2種模組。透過RS-485通訊,進行流量設定與壓力調控與設定,針對流量 功能模組,流量設定範圍0~10LPM,壓力控制功能,可依據壓力感測器所讀取到的壓力值來回 授訊號給主控端,設定230~760 torr之壓力,達到負壓模組流量與壓力調控的目的。各功能模 組詳述如下:
1. 流量功能模組:
藉由流量感測器量測負壓泵抽氣的流量,當氣壓將達到預設壓力時,調整流量控制閥門之進 氣量,進行流量控制,確保準確的控制桶內負壓,避免過抽造成能源的浪費,並將流量感測訊號 回授至流量控制功能模組,如圖八所示,由流量控制閥來控制進氣量,於人機頁面上建置流量控 制功能,達到控制流量之目的。
圖八、流量功能模組
藉由壓力感測器偵測乾燥筒內的壓力,並將壓力感測訊號回授至壓力控制功能模組,搭配單 晶片將露點溫度資料庫進行曲線擬合,建構壓力與露點溫度之方程式,使用者僅需輸入所需要的 露點溫度,即可透過壓力控制模組,將乾燥筒內的壓力對應到所設定的露點溫度,達到控制壓力 之目的。
▋ 負壓乾燥調整模組量測
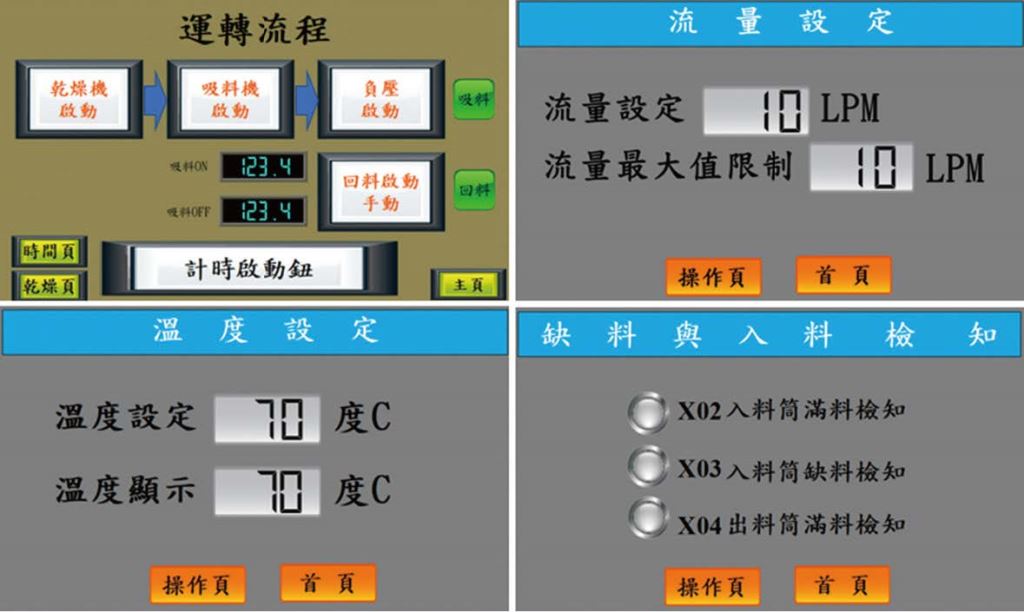
完成乾燥軟體模組製作,包括,運轉流程、壓力設定230~760 torr、溫度設定最高70℃、 缺料與入料檢知、流量設定0~10 LPM等功能,如圖九所示,以RS-485與人機進行流量設定與 壓力設定,調整負壓所需之壓力與流量,壓力設定可由230 torr調整至760 torr,溫度最高可設 定至70℃,流量設定範圍為0~10 LPM,並搭配人機之運轉流程、缺料與入料功能,其中,缺 料與入料使用近接開關作為判斷依據,建構乾燥軟體模組。
圖九、運轉流程、溫度、流量設定、缺料與入料檢知
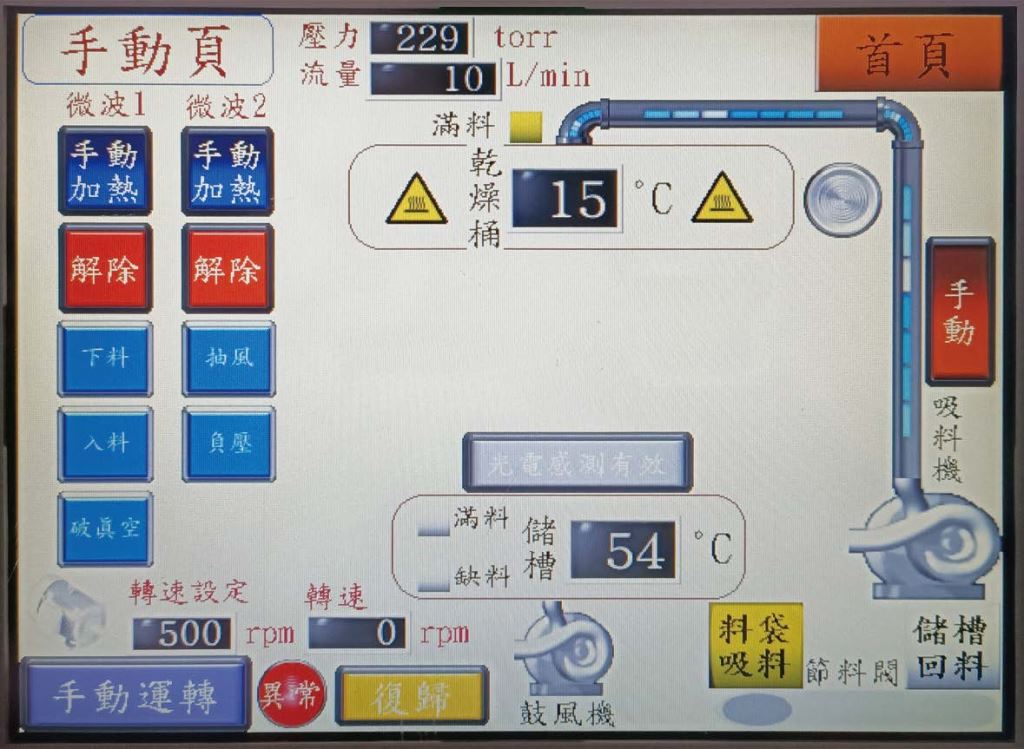
開發負壓乾燥調整模組設計技術,提高電磁乾燥機烘料的能力,並運用了負壓乾燥原理,降 低塑膠粒露點溫度,搭配磁控管電磁波,使塑料於負壓之條件下,能快速烘乾,達到提高烘料效 率之目的。有別於一般傳統使用熱風乾燥系統,塑料易受高溫而產生劣化,因此開發負壓乾燥調 整技術,如圖十,透過感測器訊號回授,調整負壓泵,進行負壓調整(230 torr),預期使塑料的 水分於70℃即可蒸發,可以達到降低露點溫度之效益。
圖十、電磁乾燥功率控制介面
▋ 電磁乾燥機烘料時間測試
完成低壓乾燥機烘料測試,使用PA及PC兩支塑料進行乾燥測試,經由實測結果得知,可 達含水率50ppm,並與傳統乾燥設備比較,如圖十一所示,平均可縮短62.5%(PC)之乾燥時間。
低壓乾燥機構與負壓乾燥調整模組電控與機構整合,與傳統熱風乾燥機與電磁乾燥機烘乾時 間比較,藉由負壓調控模組降低露點溫度,可降低烘料時間,並提高烘料效率,整合電控後,進 行電磁乾燥機與熱風式乾燥機之烘乾時間比較,實驗結果為:PC塑料烘乾部分,電磁乾燥機比 蜂巢式熱風乾燥機縮短62.5%之烘料時間;PA塑料烘乾部分,電磁乾燥機比蜂巢式熱風乾燥機 縮短64.7%之烘料時間。為解決目前傳統熱風烘料機的缺點,如:需長時間烘料、耗能高等缺點。 因此本中心先針對烘料時間是否能縮短,先做實測驗證,避免當烘料時間過長,導致塑料於射出 時造成產品黃化等瑕疵,以確保塑料於短時間內達到製程含水率,避免塑料因長時間烘料導致物 性改變,且提高產品之產能與節省能耗。
量測步驟:
Step1: 使用PC與PA塑料進行測試,搭配計時器與廠牌為METTLER-TOLEDO型號為HC103 之含水率檢測儀進行電磁乾燥設備與傳統熱風式烘料機之烘料時間實驗。
Step2: 使用PC與PA各60kg塑料,每10分鐘取樣一次,並使用含水率計檢測數據與時間並記 錄下來。
Step3: 電磁乾燥設備將與熱風式傳統乾燥機時間比較,比較含水率達到50ppm之乾燥製程要求 所需的時間。

圖十一、傳統(熱風式)VS 電磁乾燥設備烘料時間實驗
PC與PA塑料分別由含水率測試儀測定的初始含水率數值為900ppm與800ppm,初始含 水率數值測定後,將塑料分別倒入「傳統熱風乾燥機」與「電磁乾燥機」中,PC與PA塑料分 別由900ppm與800ppm乾燥至50ppm,並且每10分鐘取樣一次,使用含水率計檢測塑料 含水率數據,並將塑料含水率達50ppm之時間並記錄下來,經由實測結果得知,電磁乾燥機將 PC 乾燥至50ppm所花之時間花費60分鐘,比傳統熱風式乾燥機之時間為160分鐘,時間縮 短62.5%,如圖十二所示;電磁乾燥機將PA乾燥至50ppm所花之時間花費60分鐘,比傳統 蜂巢式熱風乾燥機之時間為170分鐘,時間縮短64.7%,如圖十三所示,實驗結果證明,本中 心所開發之電磁乾燥機構確實可以有效提高烘乾效率,降低烘料時間,提高產能。
▋ 電磁乾燥機烘料節能量測試
完成低含水率乾燥機烘料測試,與傳統乾燥設備比較能耗,如圖十四所示,測試乾燥PC塑 料60kg,含水率由900ppm乾燥至50ppm,電磁乾燥設備能耗為3.793kWh,傳統熱風乾 燥機能耗為9.531kWh,節能量為60.2%;測試乾燥PA塑料60kg,含水率由800ppm乾燥 至50ppm,電磁乾燥設備能耗為3.87kWh,傳統熱風乾燥機能耗為10.119kWh,節能量為 61.7%。
改善傳統熱風乾燥機烘料之方式,透過磁控管之電磁波,進行塑膠材料的烘乾製程,透過功 率檢測儀量測能耗,完成電磁乾燥設備烘料節能量測試,主要係透過比較傳統熱風乾燥機與電磁 乾燥機於烘料與節能上的差異,並針對二者所的能耗進行實驗比對與測試。

圖十四、熱風烘料機式 VS 電磁乾燥機功率消耗圖
Step1: 使用METTLER-TOLEDO含水率檢測儀型號為HC103進行塑料含水率量測、泓格科技智 慧電錶型號為PM-3133進行節能量量測。
Step2: 使用PC與PA塑料60kg,每10分鐘取樣一次,並使用含水率計檢測數據並記錄下來, 同時每10分鐘一次由智慧電錶記錄累計功率值。
Step3: 電磁乾燥機將與熱風式傳統乾燥機時間比較,比較含水率達到50ppm之乾燥製程要求所 需的能耗。
實驗結果:
電磁乾燥機部分,將PC塑料由900ppm乾燥至50ppm,能耗3.793kWh,比傳統(蜂巢 式)能耗9.531kWh,節能量60.2%,如圖十五所示;PA塑料由800ppm乾燥至50ppm,能 耗3.87kWh,比傳統(蜂巢式)能耗10.119kWh,節能量61.7%,如圖十六所示。若於乾燥設 備再導入負壓調整模組,降低露點溫度,且比傳統烘料設備更節能,故可以為產業界達到節省能 源成本之目的。
▋ 結論
電磁乾燥系統整合技術可縮短烘料時間,增加節能效果,並降低烘料溫度,避免塑料黃化, 以提升橡塑膠製品良率,運用低含水率乾燥模擬分析設計技術與負壓乾燥模組設計技術評估預 計縮短乾燥時間,可降低乾燥能耗。採用電磁乾燥設備,相較於傳統烘料製程,可增加烘料速 度,而電磁乾燥分析設計技術可深入到塑料內部之水分進行處理,藉由低含水率乾燥筒結構與 負壓乾燥模組節省烘料能耗,並有效改善塑件良率之問題,縮短產品週期。本中心開發低含水 率乾燥筒結構與負壓乾燥模組技術,透過模擬分析探討結構尺寸乾燥桶及磁控管位置之差異, 由結論可得知,磁控管數量2組,位置同向,效果越好。本中心112年投入低含水率乾燥筒結 構與負壓乾燥模組之技術項目進行開發,對於乾燥機節能技術上,透過微波模組直接加熱方式 同時調整負壓值,降低塑料內部水分露點溫度進行乾燥,改善原本熱風式間接加熱乾燥方式, 提升能源使用效率,以烘PC塑料為例,與傳統烘料法比較,時間可減少30%以上,節能約 30% 以上。
面對新的產業環境,綠色製造科技的發展與導入,做到塑橡膠整廠工作站生產單元製造過程 節能、節料、精簡製程、降低不良率、提高加工速度乃至人力都是當前國內塑橡膠成形產業發展 迫切需解決之問題。
▋ 謝誌
本研究計畫承蒙經濟部能源署提供經費補助(計畫編號113-E0204),特此致謝。
▋ 參考文獻
- 江耀宗,“低濕調溫乾燥機應用於茶葉乾燥之研究”,國立中興大學農業機械工程研究所,碩士論文,2001年。
- 王紹林,”微波加熱技術的應用乾燥和殺菌”,北京市,機械工業出版社。第1-44頁,2003。
- 施永哲,“微波共振腔體模組化之研究”,國立彰化師範大學,2012。
- 傅以中,「微波與微波加熱」,食品工業月刊第34卷第7期。
- 陳仲仁,「微波混合能源加熱應用」,食品工業月刊第34卷第7期。
- 黃韋涵,「微波加熱之研究」,國立清華大學,2013。
- Bruce F. Taylor, ” Apparatus and method for inductive heating a workpiece using an interposed thermal insulating layer”, US20080136066, 2008-6-12.
- Hotwise, ” Induction heating - Injection Molding Machine ”, 2008, form http://hotwise.net/msg.php?id=7
- Guilong Wang, ”Research of thermal response simulation and mold structure optimization for rapid heat cycle molding processes, respectively with steam heating and electrical heating.” , MATERIAL AND DESIGN, 2010.
- A.C. Liou, R.H. Chen, “Injection molding of polymer micro- and sub-micron structures with high-aspect ratios”, International Journal of Advanced Manufacturing Technology,Vol. 28, No. 11-12, pp. 1097-1103, 2006.
- Donggang Yao and Byung Kim, “Development of Rapid Heating and Cooling Systems for Using Injection Molding Applications”, Polymer Engineering and Science,Vol. 42, No. 12, pp. 2471-2481, 2002.
- D. Yao and B. Kim, “Development of Rapid Heating and CoolingSystem for Injection Molding Applications”, Polymer Engineeringand Science, Vol. 42, No. 12, pp. 2471-2481, 2001.
- 行政院,“國家節能減碳總計畫”,民國99年。
- J. Lamoree, D. Muller, P. Vinett, W. Jones, and M. Samotyi, “Voltage Sag Analysis Case Studies,” IEEE Transactions on Industrial Applications , Vol. 30, No. 4, pp. 1083-1089, Jul./Aug. 1994.
- R. D. Henderson and P. J. Rose, “Harmonics: The Effects on Power Quality and Transformer,”IEEE Transactions on Industry Application , Vol. 30, No. 3, pp. 528-532, May-June 1994.
- 江榮城,“電力品質實務(一)”,全華科技圖書股份有限公司,民國90年。
- D. M. Vilathgamuwa, A. A. D. R. Perera, and S. S. Choi, “Performance Improvement of the Dynamic Voltage Restorer With Closed-Loop Load Voltage and Current-Mode Control,” IEEE Transactions on Industrial Applications , Vol. 17, No. 5, pp. 824-834, September 2002.
- S. S. Choi, B. H. Li, and D. M. Vilathgamuwa, “Dynamic Voltage Restoration with Minimum Energy Injection,” IEEE Transactions on Power Systems , Vol. 15, No. 1, pp. 51-57, February 2000.
- D. M. Vilathgamuwa, H. M. Wijekoon, and S. S. Choi, “Interline Dynamic Voltage Restorer: An Economical Way to Improve Interline Power Quality,” IEE Proceedings-Generation, Transmission and Distribution , Vol. 150, No. 5, pp. 513-520, September 2003.
- N. H. Woodley, L. Morgan, and A. Sundaram,“Experience with an Inverter-Based Dynamic Voltage Restorer,”IEEE Transactions on Power Delivery , Vol. 14, No. 3, pp. 1181-1186, July 1999.
 |
 |