▋ 一、 前言
本屆 EMO 展原規劃為盛大的 50 週年紀念展,但歐洲市場受到關稅政策衝擊,終端客戶投資態度轉趨審慎,使歐洲整體製造業景氣明顯降溫。在此背景下,本屆 EMO 展的參展規模有所收斂,參展廠商家數由上屆約 1,800 家 減少至 約 1,600 家,反映出當前歐洲市場的保守氛圍。
在歐洲市場低迷的情況下,本屆 EMO 展可明顯觀察到工具機廠商在展覽策略上的調整。相較過往以單一技術規格或性能指標為主的展示方式,各大工具機廠商已充分掌握歐洲客戶的投資現況,展出重點轉為終端應用導向,透過具體加工案例與實際應用情境,提出對特定產業或製程需求的整體製造解決方案。相關解決方案中,工具機設備普遍強調工序整合能力與製程彈性,以複合加工設備 與五軸加工設備 作為主要加工方案,並著重於軟體系統與機電架構的整合應用,藉由加工流程整合、操作介面優化與系統穩定度提升,協助用戶改善生產效率與加工品質;除歐洲與日本等傳統工具機大廠外,韓國與中國等廠商亦提出結合複合加工設備與整合式軟體系統的製造解決方案,以提升製造效率、加工穩定性與產品品質,強化其於全球市場中的競爭力。
▋ 二、 趨勢一、聚焦航太國防產業終端應用市場
歐洲長年以汽車工業為其最主要的終端應用市場,但隨著中國電動汽車的高度競爭,使得歐洲汽車終端應用需求逐年萎縮。相對而言,屬於「剛性需求產業 (Inelastic Demand)」航太產業則為歐洲持續穩健成長的終端產業,且隨著疫情解封後的市場復甦,商用航空設施的長期訂單需求不斷增加,儘管部分訂單增加的原因可能包含人力縮減與產能利用率的要求提升,或是疫情時期累積的訂單消化等因素,但均顯示歐洲工具機製造廠商近期將以航太產業需求為主要服務產業。
由於航太產品製造高度依賴高精度、高複雜度的製造技術來達成,因此如五軸加工、增材製造(3D列印金屬零件)、複合材料加工等,皆是航太製造提升產品競爭力的主要方向。為此,本屆EMO展中可以特別觀察出多家工具機大廠均直接針對航太產品元件進行產品解決方案與技術展示,藉由實際航太加工案例來吸引終端應用客戶購置設備。其推行方案大致可歸納為:(一) 協助航太製造供應鏈穩健交付成品、(二) 將多道加工工序整合為單機製造。
(一)「穩健交付」協助航太製造供應鏈穩健交付成品:
由於航太製造產業鏈分工層級(Tier)龐雜,從Tier6的原材料供應,Tire5的維修與周邊供應,到Tier3/Tier4的飛機部件/零件/結構的加工製造,其均須透過跨國的協力製造分工來完成,其中一環發生延宕則極有可能影響整體飛機組裝成品的交期(Tier1)。因此,工具機設備廠商紛紛提出以自動化設備搭配智慧化功能的解決方案,讓航太加工的製造過程能同時達成高效率與準確的加工調控(程序驗證、刀路優化、機上量測、製造追溯),以加速交期與提升至高良率。各大廠商解決方案如下:
【SIEMENS (德國)】航太數位製造產線 Digital Thread 數位線程 + AI
航太引擎油泵、渦輪系統等工件往往因新飛行載具的開發需要快速迭代,但因其加工量少且須高精度的特性,因此需要從設計階段即能準確估測最終成品結果,以避免加工成品失敗造成加工時間與成本浪費等問題。為此,SIEMENS在本屆EMO展會展示勞斯萊斯公司(Rolls-Royce)的飛機引擎油泵智慧製造生產流程案例,提出串聯「設計→製造→檢測」的數位製造生產流程Digital Thread 數位線程與AI整合應用(圖一)。
SIEMENS於本屆展會以「Shape the future of the shopfloor. Now」為展示主軸,其將SIEMENS Teamcenter (產品全生命週期管理PLM)、西門子NX (高階 CAD/CAM/CAE工具)等軟體系統串接雲端來進行協同作業,可從設計階段的資訊整合到加工驗證後的最佳化開發流程提升其性能。尤其飛機引擎油泵製程中包含增材製造與切削加工的整合,更需透過隨時分析與評估各階段的設計和流程變化,達到明確針對小批量高精度的航太工件進行製造流程的優化,實現從設計、工程、製造和品質檢測之間的無縫協作。此種統一的數位資訊整合環境能加快迭代速度,並優化潤滑泵和回油泵等關鍵零件的製造流程(圖二)。
圖一、SIEMENS 飛機引擎油泵案例展示
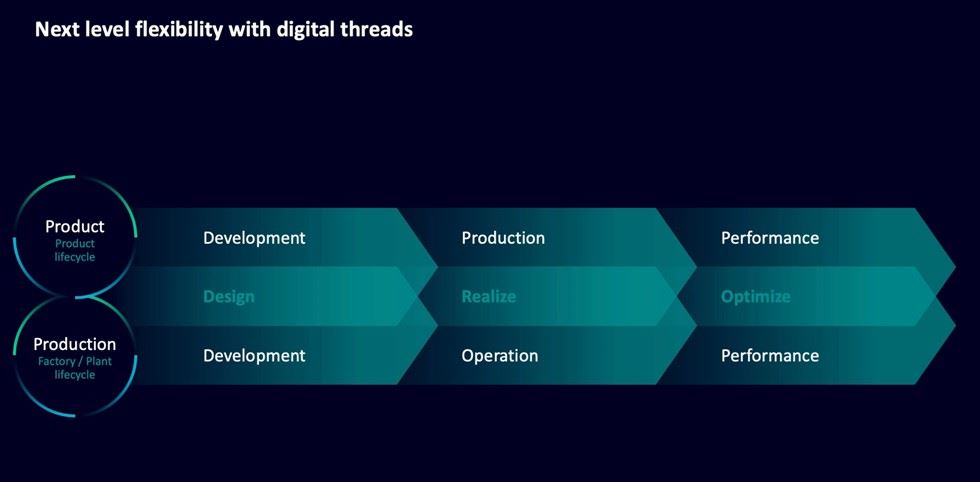
圖二、Digital Thread 數位線程 + AI
此外,SIEMENS Digital Thread 數位線程為協助將勞斯萊斯公司(Rolls-Royce)的飛機引擎油泵達到更輕、更堅固、更永續之高精度製造成效,於各項系統模組中加入AI輔助功能,如在設計階段AI輔助可加速生成設計方案並進行更準確的模擬分析,讓工程師能快速進行更精確且複雜的結構設計。而AI輔助在規劃階段則可快速擬定工作流程來增加工作環境的安全性。最後,在製造階段則可以透過整合刀具資訊快速提供加工參數,並達到準確減少參數編程時間。表一為西門子多項系統模組整合AI輔助功能後,如何提升系統模組之應用效益說明。
表一、SIEMENS 各項系統模組新增 AI 輔助功能效益
| 系統模組 |
功能 |
新增 AI 後之效益 |
| Teamcenter AI Copilot |
全生命週期 PLM 平台,打通設計、製造、維修資料 |
建立工程知識圖譜,自動推薦設計流程與錯誤修正建議 |
| NX AI Assistant |
CAD/CAM/CAE 整合平台,支援生成式設計與模擬 |
AI 助手預測幾何選取、拓樸優化、性能預測與批次操作 |
| Mendix AI Builder |
低代碼開發平台,快速部署AI 應用 |
拖拉式整合電腦視覺、預測模型,無需程式背景 |
| SIMIT + Simcenter AI |
數位雙生模擬平台,支援虛擬啟動與多物理場模擬 |
AI 驅動虛擬測試、故障預測與製程優化 |
| Industrial Copilot for TIA Portal |
提供 API 接口,支援自動化工程流程的程式化控制 |
工業工程生成式 AI 助手,支援程式碼生成與故障診斷 |
【DMG MORI (德國/日本集團)】整合智慧自動化解決方案
對航太業者而言,大型工件能否在提升效率的情況下,確保長時間加工精度為其重點。為此,DMG MORI於展會中展示飛機引擎渦輪盤(圖三)、引擎風扇輪等加工實績案例(圖四)。
 |
 |
| 圖三、飛機引擎渦輪盤工件 |
圖四、飛機引擎風扇輪工件 |
DMG MORI針對航太應用的推行方案中,大型航太工件以占地面積僅 8 m²的第二代monoBLOCK DMC 65五軸加工機搭配自動化物料倉儲PH Cell (圖五),以及多項智慧補償軟體功能(如工件重量自動調整、智慧補償與刀具平衡模組、幾何補償與熱變形預測等),呈現大型航太工件之智慧自動化生產如何大幅提升大型航太加工件生產效率之情境案例(表二)。此外,第二代monoBLOCK DMC 65搭配多感測器補償與熱對稱冷卻系統將加工精度提升至±4 µm。

圖五、monoBLOCK第二代 DMC 65搭配自動化物料倉儲PH Cell
表二、第二代monoBLOCKDMC 65五軸加工機新增功能差異
| 項目 |
2024年版本 |
2025年版本 |
| 加工能力 |
5軸銑削 + FD車削功能,一次裝夾完成複合加工 |
同規格,新增 Application Tuning Cycle 2.0,可根據工件重量自動調整加工動態 |
| 工作台扭矩 |
1,000 Nm,支援高精度車削 |
同規格,新增智慧補償與刀具平衡模組 |
| 行程範圍 |
X735 / Y650 / Z560 mm |
同規格,定位精度提升至 ±4 µm(原為 ±5 µm) |
| 工件尺寸與重量 |
Ø630 × 500 mm,最大600 kg |
同規格,新增吊車裝件導引模組,支援最大吊裝達 1,000 kg |
| 自動化系統 |
3站托盤交換系統,支援夜間無人值守 |
升級至 PH-AMR 系統,支援最多125工件、自由布局與多機協同 |
| 數控系統 |
CELOS X + SINUMERIK ONE 或 TNC 7 |
升級至 CELOS X 2.0,支援 AI預測、能源模擬與刀具壽命管理 |
| 冷卻與補償 |
全面冷卻 + 多感測器補償 |
新增 VCS Complete 2.0,支援一鍵幾何補償與熱變形預測 |
| 佔地面積 |
約 17 m²(含冷卻與排屑) |
同規格,新增模組化排屑系統與能源分配模組 |
| 刀具管理 |
標配刀庫 + TCC刀具控制中心 |
新增刀具壽命預測、刀具平衡模組與自動清潔循環 |
| 數位功能 |
CELOS APPs(27款)、3D quickSET、gearSKIVING 2.0 |
新增 MPC 2.0(工具機保護控制)、Application Tuning Cycle 2.0、刀具壓力監控 |
(二)「一機完成」將多道航太零件加工工序整合為單機製造:
由於航太加工製品本身具備產品種類多,零件規格與形狀差異大的「高混合(High Mix)」,以及每種產品的生產數量不多的「低量產(Low Volume)」特性。因此工具機設備針對航太製品的加工製造勢必要整合多種加工工法(如車削整合銑削),以及快速因應更換加工工件之需求(如工件只需夾在機台上一次,就能完成所有加工,不用頻繁換機、換夾具),大幅縮短加工周期,以因應航太產業訂單波動大、產品多樣的特性。各大廠商解決方案如下:
【DMG MORI (德國/日本集團)】工序整合解決方案
DMG MORI針對中小批量、高複雜度的航太工件需求,提出以一次夾持工件下完成工序整合之CLX 550 TC車銑複合解決方案,可協助航太客戶進行。該方案已於2024年提出,其將compactMASTER turn-mill 軸整合到可傾斜的 B 軸,以取代傳統刀塔 (turret) 設計。亦即不需要使用角度刀具 (angled tool holders) 或驅動刀具 (driven tool holders),即可更靈活地進行銑斜面/側銑/鏜孔等動作,2025年則強化軟體面服務解決方案,支援 AI優化加工路徑與能源預測軟體功能,新增智慧能耗監控與分配模組(圖六),使CLX 550 TC車銑複合在多工序整合的長時間加工下,能效可提升至95%(表三)。

圖六、DMG MORI CELOS X智慧能耗監控與分配
表三、CLX 550 TC車銑複合加工機新增功能差異
| 項目 |
2024年版本 |
2025年版本 |
| 主軸配置 |
compactMASTER 主軸,12,000 rpm,90 Nm |
同樣配置,但優化冷卻系統與主軸定位精度 |
| B軸擺動範圍 |
±120°,0.001°解析度 |
同規格±120°,0.001°解析度,新增智慧補償功能以提升多角度加工精度。 |
| 副主軸支援 |
選配,720 Nm,4,000 rpm |
標配副主軸,支援同步加工與六面加工 |
| 刀庫容量 |
標配30刀位,可選配至60刀位 |
標配即為60刀位,支援多刀與備用刀具管理 |
| Y軸行程 |
270 mm |
同規格270 mm,新增偏心加工補償演算法 |
| 數控系統 |
CELOS X + SINUMERIK ONE |
升級至 CELOS X 2.0,支援 AI優化加工路徑與能源預測 |
| 自動化能力 |
支援 Robo2Go、夜間無人值守 |
整合 MATRIS 模組化機器人系統,支援多機協同作業 |
| 能源效率 |
能效達 93%,具制動能回收 |
新增智慧能源分配模組,能效提升至 95% |
| 加工區尺寸 |
Ø550 x 1,600 mm |
同規格,新增智慧夾持系統與快換中心架(精度 ±3μm) |
| 軟體功能 |
3D Shopfloor Programming、OP Workbench |
新增 FreeTurn 模組,支援刀具自由編程與多工件排程 |
▋ 三、 趨勢二、軟體資訊整合應用解決方案
未來工具機的競爭力將不再僅止於加工能力,而是整體系統整合與智慧製造的實現能力。因此,如何透過整合應用生產數據,及便捷的軟體進行智慧操作,來提高生產製程的品質與效率,為當今工具機設備廠商的重要課題。而本屆EMO展會中也觀察出多家廠商展示結合AI補償、數位雙生模擬、遠端監控與能源管理的控制平台,尤其在控制器的智慧化與軟體應用的深度整合已成為各家廠商競爭的焦點。
【MAZAK(日本)】以AI整合控制器強化操作效率
Mazak此次展出以「Experience Innovation, Empower Your Future」為主題,強調創新技術如何賦能製造業者迎向未來挑戰。其核心技術之一Mazatrol DX控制系統,整合Quick Mazatrol、數位化設定工具與智慧功能,簡化操作流程,更有效縮短設定時間與降低人為錯誤率(圖七)。此外,本屆展會中MAZAK更以SMOOTH Ai 更被列為核心技術項目,與其他數位化、智慧化工具並列,向觀眾展示從機台、CNC 控制、程式編寫到自動化數位整合的完整解決方案,相關功能說明如表四所示。

圖七、Mazatrol DX SMOOTH Ai
表四、SMOOTH Ai 主要功能整理
| 功能主題 |
SMOOTH Ai 主要功能 |
EMO 2025 展出重點說明 |
| AI + 智慧製造核心 |
AI 加工優化
(AI Machining) |
展示 AI 自動調整進給、切削負載控制與加工穩定性提升。 |
AI 智慧設定
(AI Setup Assist) |
展會現場體驗快速設定加工,縮短換線與段取時間。 |
| AI 工序最佳化 |
展示 AI 根據工件特性自動推薦加工策略。 |
| 數位孿生 & 虛擬製造 |
Smooth CAM Ai |
Solutions Centre 展示:從 CAD → 虛擬加工 → 自動生成程式 → 上機。 |
| 工具路徑模擬(含碰撞檢查) |
展示複合加工 / 五軸加工的虛擬驗證流程。 |
| Digital Twin 虛擬設備 |
完整模擬機台運動、刀具資訊與加工時間預估。 |
| 自動化 / 高混合小量製造 |
SMOOTH PMC (自動化控制) |
EMO 展示多機自動換件、多工並行的 cell 自動化示範。 |
| 自動偏置&補償流程 |
與量測系統整合,實現全自動校正。 |
| 高混合小量生產 (HMLV) 支援 |
展示 Quick Change 工件流程,快速切換不同加工任務。 |
| 五軸與複合加工強化 |
Quick MAZATROL 5X |
在現場展示複雜五軸件的快速對話式編程。 |
| SMOOTH Ai + VARIAXIS 整合 |
展出五軸加工精度提升與表面品質最佳化。 |
| AI Surface Optimization |
AI 分析實際切削狀況,自動優化多軸銑削表面品質。 |
| 高精度控制技術 |
AI 熱變位補償 |
現場展示溫度感測器+AI 模型對精度的即時補正。 |
| 高速高精度平滑控制 |
用demo 工件展示加工面粗糙度改善幅度。 |
| 刀具壽命 AI 預測 |
展示刀具磨耗預測在實際加工中的應用。 |
| 資料整合/智慧工廠支援 |
SMOOTH Project Manager |
展會展示「一個專案」管理所有程式、刀具、偏置資料。 |
| SMOOTH Monitor AX |
展示工廠視覺化儀表板+機台稼動率監控。 |
| ERP/MES 數據串接 |
Solutions Centre 展示與產線 IT 系統整合。 |
| 操作介面與使用性 |
新一代觸控 UI 操作台 |
現場提供互動體驗(Hands-on) 供訪客實際操作。 |
| 對話式編程強化 |
展示用戶可在數分鐘內完成複雜零件編程。 |
| 多機資料同步 |
展場展示跨機台共用刀具庫與加工條件。 |
【DMG MORI (德國/日本集團)】全方位的系統服務協助客戶解決問題
在智慧製造的推動下,DMG MORI 於 EMO 展中進一步強化其數位化服務系統如下圖八,推出多項創新功能,協助用戶提升設備管理效率與製程靈活性。其中,自助式解決方案(Self-Service Solutions)讓使用者能透過數位平台,自行完成機台的基本設定、維護與診斷,大幅減少對技術人員的依賴,同時提升設備可用性與維修效率。針對新機導入,DMG MORI 也導入數位化的機台啟用檢查清單(Commissioning Checklist),確保安裝流程的每個步驟都能被正確執行,有效縮短導入時間並降低錯誤率。
在數位產品與解決方案方面,DMG MORI 推出「Technology Cycle on Demand」功能,使用者可依加工需求即時下載並部署特定加工模組,如螺紋切削、倒角等,快速導入至機台,提升製程彈性與效率。此外,CELOS X 平台上的 Partner App 提供標準化但具高度彈性的製程監控與管理工具,可根據不同零件與加工需求進行個別設定,並支援第三方應用程式的整合,如 Renishaw、Mahr、Gemineer 等,打造開放且協作的智慧製造環境。這些功能也同步整合至 myDMG MORI 售服系統中,進一步強化用戶端的操作自主性與數位轉型能力。

圖八、DMG MORI 推出新數位服務
而在節能綠色轉型領域上,DMG MORI 於本屆EMO展會中展出3款專用的APP應用程式,透過一系列的節能措施幫助企業分析、記錄並積極降低能源消耗。如表五所示。
表 5 DMG MORI節能軟體功能
| 項目 |
功能說明 |
| 能源監測 |
可詳細分析能耗和碳排放數據,並可細化到工件級,而且提供成本要素和導出功能。提出針對有關新版ESG要求和歐盟「可持續產品生態設計法規」的碳排相關資料。 |
| 節能 |
應用程式可智慧關閉待機模式下的工具機零部件。同時,自帶的預熱功能可讓工具機在節能的情況下,讓加工精度維持不受節能模式影響。 |
| 空氣洩漏監測 |
應用程式可自動檢測壓縮空氣洩漏,優化數控生產中的能量平衡。 |
【GROB (德國)】生產管理系統提升製程規劃端數位化服務
GROB所推出的數位化服務GROB-NET⁴Industry 在 2025 年正式推出與 SAP 完整整合的製造執行系統(MES)或製造營運管理系統(MOM)。這項新系統專為 SAP 使用者設計,提供一個精簡但高效的解決方案,能夠控制傳統加工製程,並實現最大程度的透明化與效率。強化的數據連接與流程整合 新系統強調與 ERP 系統的無縫連接,讓從機台到企業資源規劃的資訊流更加順暢,提升生產監控能力,也讓決策更即時、精準(圖九)。
智慧備品策略服務 GROB Service 在 2025 年也推出了客製化的備品策略服務,支援所有機型(不僅限於 GROB 機台)。這項服務透過數位化平台,協助客戶預測與管理備品需求,確保機台可用性並降低停機風險。
GROB在原先數位化服務GROB-NET⁴Industry持續提供使用者精簡與高效的功能,並且可支援智慧備品售服平台,幫助客戶管理並提早預防可能到來的問題,藉此提升客戶對GROB品牌的信任度與黏著度。

圖九、GROB-NET⁴Industry
【FANUC (日本)】以 AI、軟體與數位平台重塑 CNC 工廠的新架構
在數位化方面,FANUC 本次以「Smart Digital Twin」作為亮點示範,突顯其在「虛擬加工取代部分試切」的技術路線。Smart Digital Twin 以 FANUC CNC 控制模型為運算核心,使虛擬機台在動態加減速、伺服誤差、刀具補償等行為更接近真實機台,因此能在工程階段完成 G-code 模擬、刀具路徑驗證、加工時間估算與潛在干涉分析。這讓製造端能在正式加工前即掌握加工風險,有效縮短首件調機與減少材料損耗。展場中也同步展示以 iPC 與虛擬控制器結合的「邊生產、邊最佳化」模式,工程師可在機台現場直接進行程式驗證與參數試算,使虛擬加工真正融入日常生產流程,特別適合高複雜曲面、短交期訂單與混流生產的加工環境。
在系統與 AI 技術上,FANUC 則以 FIELD System、AI Servo Monitor 與新一代 αi-D 伺服與主軸驅動系統串聯出其智慧製造與永續技術策略。FIELD System 作為 FANUC 的邊緣資料平台,可匯集 CNC、伺服、機器人與周邊感測器的即時資料,並支援多品牌設備的開放整合,是建構機聯網、製程監控與生產可視化的重要基礎。FIELD 上的 AI Servo Monitor 運用對振動、負載、電流等訊號的 AI 模型進行長期分析,用於監測伺服與主軸健康度、預測異常趨勢,協助工廠提前規劃維修並降低非預期停機。新款 αi-D 伺服與主軸驅動系統則強調高效率與低能耗,在功率損失、散熱與外形尺寸上均較前代改善,可降低整體控制箱能耗並提升設備配置彈性。在本屆展場中,這套技術架構亦同步搭配新款 ROBODRILL系列加工範例展示,以高精度造型加工示範控制器、伺服、驅動與 AI 診斷的整合效益。
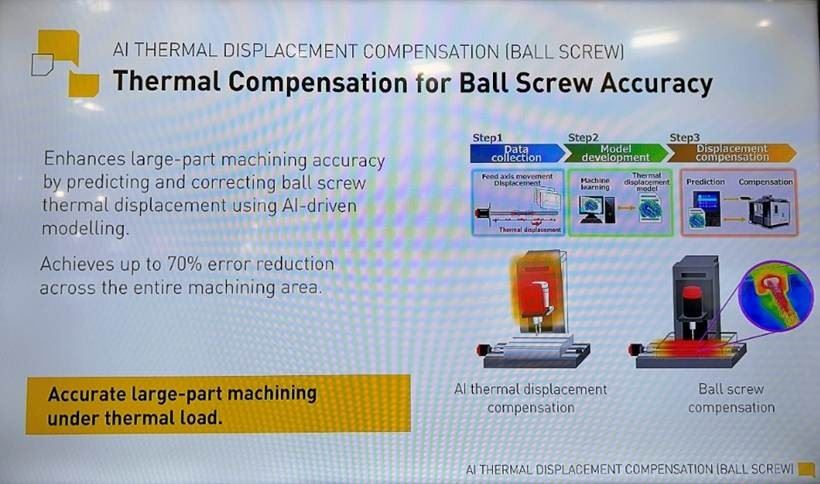
圖十、FANUC AI輔助熱誤差補償功能

圖十一、FANUC 自動生成 Robot 程式
▋ 四、 趨勢三、高度整合終端應用需求的解決方案
近三年製造業生產成本與專業人力短缺問題逐年激增,而今年更因美國關稅政策造成整個國際供應鏈的成本增加。因此如何透過降低機台數量,整合多道製造工序的複合加工概念直接成為因應當今市場環境之主要趨勢。此外,因汽車產業受到電動車的衝擊,使得原先需求量龐大的通用汽車零件,轉為中小批量多樣的航太、國防、醫療等元件,間接帶動加工範圍廣泛的多軸工具機設備應用提升。從本屆EMO展會中觀察可見,無論是歐洲、日本,甚至中國大陸的參展廠商,皆將五軸加工、複合加工與智慧控制整合作為核心展示主軸。
(一)多道製造工序的複合加工
在硬體層面上,複合化機台的規劃必須仰賴與零組件廠商的高度配合,而由於歐日零組件供應鏈包括主軸、旋轉轉台、控制器與感測模組等配套技術已趨於成熟。工具機廠商僅需針對終端客戶需求整合多道製造工序所需的零組件,並研擬工序整合製造方案。目前做法分為:(A)直接針對客戶需求選用適用加工應用範圍之零組件,開發客製化的工具機設備;(B)將機台介面規格進行模組化設計,依零組件供應商之通用介面,彈性選用針對客戶需求的多種零組件。
(A) 選用適用零組件開發泛用客製化的工具機設備:
【MAZAK(日本)】深度製程整合(Deep Process Integration)設備
本屆EMO展會中MAZAK共展出20台機器,其中包含7項全球首發機種與5項歐洲首發,並搭配12套自動化系統,全面展現其在多工複合加工、自動化整合與數位製造上的深厚實力。而本次展出主軸之一是「深度製程整合(Deep Process Integration)」,其為將車削、銑削、雷射加工、齒輪切削、摩擦攪拌焊接(FSW)等多種工序整合於單一機台或製造單元中,以減少工序轉換與工件搬運時間,能大幅降低加工週期與能源消耗。
INTEGREX j-200 車銑複合系列一直以來為MAZAK不斷嘗試進行工序整合之加工機,近年更因應「Done-In-One」加工理念進行機台改良,而2025年的INTEGREX j-200 NEO車銑複合機是一款專為高混合、低量生產設計,能在單一機台上完成多道工序,避免因重新裝夾造成的定位偏差,適合處理複雜零件與多樣化批次需求。

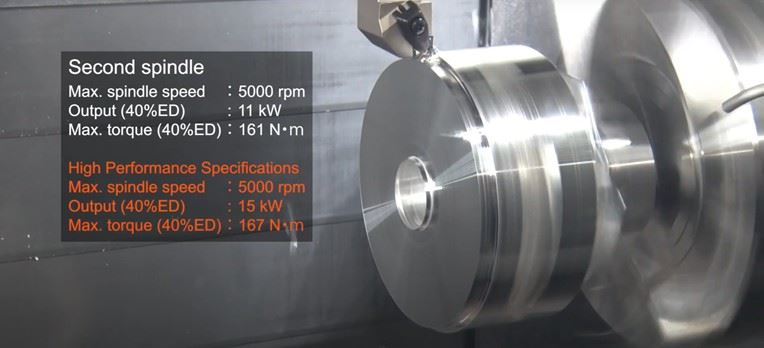
圖十二、INTEGREX j-200 NEO
此機型與前次差異如表 6所示,本次硬體上最大的特色為搭配第二車削主軸j-200S NEO進行車銑加工,其第二車削主軸可使工件在同一機台內完成正反兩端加工,且對於需相位對齊的工件(如齒輪軸、偏心件),第二車削主軸可精準接續加工,確保角度一致(圖十一)。此外,第二主軸功率為15 kW,扭矩達167 Nm,足以因應鋼材工件與合金材的精加工(圖十二)。
圖十三、機械手臂關節斜面加工
圖十四、INTEGREX j-200 NEO第二車削主軸規格
表六、INTEGREX j-200主要規格差異分析
| 項目 |
2024年版 |
2025年版 |
| 銑削主軸功率 |
7.5 kW / 27.5 N·m (標準) |
提升至 18.5 kW / 57.3 N·m (高性能) |
| 車削主軸扭力 |
167 N·m |
提升至 326 N·m,支援重切削 |
| B 軸分度精度 |
1° 分度 |
升級至 0.0001° 分度,支援更複雜角度加工 |
| 刀具使用效率 |
單刀多面加工 |
同樣支援,但 2025 版更強調刀具共用與工程集約 |
| 自動化整合 |
Ez LOADER 協作機器人(選配) |
強化與 Mazak 智慧工廠平台整合,支援多機協同 |
| 節能技術 |
Energy Saver 功能,視覺化耗電量 |
加入再生電力監控與切削液精準控制 |
| 第二主軸(j-200S NEO) |
|
本年度新增 |
MAZAK除了透過零組件與設備的整合應用來達到工序整合,其軟體上的搭配更是如何深化工序整合應用的關鍵,加上複合與多軸機台的工序複雜,需透過高度的控制器整合來達成。而本次展會展出最新的 Mazatrol DX 控制系統SMOOTH Ai,其已支援智慧程式設計與AI學習功能,整合3D圖形化程式設計、Quick Mazatrol、數位化設定工具,可即時調整加工參數以提升穩定性與精度,並達到簡化操作流程,更有效縮短設定時間與降低人為錯誤率之功效,圖十三為SMOOTH Ai加工優化軟體圖。
圖十五、Mazatrol DX SMOOTH Ai加工優化
(A) 機台模組化設計,彈性選用零組件:
【DMG MORI (德國/日本集團)】模組化設計搭配工序整合解決方案
DMG MORI最早於2016年開始推行其工序整合概念(Process Integration),並已開始針對機台介面進行模組化設計開發-duoBlock(圖十六)。直到2023年EMO展會中更推行MX機械生產轉型(Machining Transformation;MX),而本屆EMO展會則強化以終端應用業者需求來進行工序整合設備開發,並於會場推出NZ QUATTRO TC。

圖十六、duoBlock工序整合零組件介面選配
NZ QUATTRO TC複合加工機為全新概念之工序整合加工設備,可根據需求選配車銑搖擺主軸,主軸轉速最高可達20,000 rpm、扭矩49 Nm,並支援棒材加工至Ø72 mm與夾頭加工至Ø250 mm,並搭載各自獨立的38支刀具刀庫,可在主加工時間內同步換刀,大幅提升生產效率。而NZ QUATTRO TC複合加工機最大的特色為依照加工需求配置NZ DUE、NZ TRE、NZ QUATTRO三種型式的車銑搖擺主軸配置,如表七所示。此外,NZ QUATTRO TC複合加工機針對長工件加工情境時,機台亦配備可伸縮尾座,並支援多種自動化模組,如棒料送料機、龍門機械手與機器手臂系統,達到上下料的高度彈性與整合能力。
| 配置形式 |
配置零組件 |
|
|
2 個搖擺主軸 |
|
|
2 個搖擺主軸 +
1 個動力刀塔 |
|
|
2 個搖擺主軸 +
2 個動力刀塔 |
CTX beta 450 TC車銑複合機為整合車削、銑削與研磨加工之工序整合設備。其搭載整合式聲發射感測器(Acoustic Emission Sensor),以及齒輪加工與量測功能,可即時監控加工狀態與工具磨耗並整合量測模組,支援加工後即時檢測與補償,適合航太零件加工、精密模具製造、醫療器械、高混合少量生產、高精度齒輪與軸類零件加工。

圖十七、CTX beta 450 TC車銑複合機
CTX beta 450 TC車銑複合機在車削性能方面,搭載turnMASTER主軸與副主軸最高轉速達7,000 rpm(標準為5,000 rpm),扭矩達174 Nm,可在CK45材質上進行8 mm切削深度,切削直徑達65 mm,切削速度270 m/min,金屬去除率高達750 cm³/min,並提供36個月不限時數的主軸保固,展現穩定性與耐用性。
而在銑削方面,搭載12,000 rpm的內建馬達刀塔,扭矩達24 Nm、功率16 kW,支援VDI與BMT刀具系統,最多可配置16支刀具。B軸具備-10°至+100°的擺動範圍,支援標準刀具進行角度加工與五軸同步操作,降低特殊刀具需求並提升加工靈活性。此外,TWIN spindle(TS)設計提供兩個獨立加工區域,可進行六面完整加工,支援最高4,000 rpm與60 Nm的車削功能,並具備SWISSTYPE導套旋轉功能(最高5,000 rpm)與穩定支撐功能,適用於長床與短床機型,滿足不同工件需求。
DMG MORI的工序整合解決方案讓工具機設備由以往的多機串聯,逐步轉型為以單機為核心的智慧製造平台,並與彈性自動化周邊進行串聯,達到協助客戶降低繁複的生產流程,以及工件上下料轉換成本,大幅提升產能利用率,邁向更高階的製造價值。
▋ 五、 趨勢四、語意化數據驅動的智慧製造生態
【Fraunhofer】邊緣雲連續生產-人工智慧安全監控實現高效製造
邊緣雲連續體(ECC),這是面向未來製造的創新解決方案。 ECC支援在地端和雲端之間彈性分配運算能力,進一步在複雜的連網生產環境中自主、安全且可擴展地處理資料
如圖十八架構說明,左側的 NC Unit 代表機台控制端,負責擷取主軸電流、負載、進給速率等控制訊號。下方的 smartGRIND 為內建聲學與振動感測器的智慧模組,用於監測磨耗或切削過程中的結構噪音與刀具磨耗狀態。感測數據經 Gateway 模組進行通訊協定轉換與安全加密後,傳送至 IPC(工業電腦) 進行邊緣端資料處理與 AI 推論,實現低延遲的即時異常偵測與刀具壽命預測。
中段的 Data Processing 與 Analytics 區塊象徵 AutoML 與 AI 模型訓練平台,能自動化完成特徵擷取、模型選擇與效能評估,並且以輕量化與最佳化的模型部署至 Edge 端。右側的 Edge Data Storage 與 Cloud Data Storage 則形成雙層資料管理機制:邊緣端保留即時高頻資料以支援現場分析,雲端則儲存長期歷史數據與數位孿生模型,用於能耗評估、製程優化與跨廠區分析。系統同時整合 Communication 與 Security 模組,以確保資料傳輸的完整性與符合 EU 資料主權(Gaia-X、IDS)規範。
整體展示強調 Fraunhofer CCIT 在智慧製造領域中結合 邊緣 AI、自動化模型生成、安全資料交換與能效分析 的能力,展現從機台層到雲端模組化技術堆疊。此架構不僅可支援刀具監測、製程優化與能源管理等應用,也為日後的 Factory-X 與 AI 驅動製造提供標準化的技術藍圖。

圖十八、工業 4.0 Edge-AI 架構
【Umati】從資料到價值(From Data to Value)
在2025 年德國 EMO 展中,UMATI(Universal Machine Technology Interface) 以「從資料到價值(From Data to Value)」為主軸,展示了機械製造業邁向數據互通與標準化的最新成果。UMATI 由德國 VDW 推動,基於 OPC UA 通訊協定,旨在讓不同品牌與類型的機台、感測器與軟體系統能以一致的語意模型交換資料。此次展出聚焦於 能源監控(OPC UA 40001-4)、可追溯性(AAS 資產管理殼)、以及 即時資料儀表板 等應用,並展示新開發的 umatiConnect 與 OPC Hub 模組,讓舊機台與異質協定設備也能快速接入數據網絡。這些展示象徵歐洲製造業正從「設備自動化」邁向「資料互通與價值再造」,為智慧工廠與永續製造奠定共通語言與互操作基礎。
以實際模組示範說明如何讓不同品牌與類型的設備,透過標準化通訊協定達成資料互通與智慧應用。整體展區由 VDW 聯合 Fraunhofer、IFW 及多家歐洲製造商共同策劃,呈現各具代表性的技術模組。
首先,能源監控模組(Energy Monitoring / OPC UA 40001-4) 展示了如何以標準化方式即時收集機台的電流、功率與耗能資料,並自動轉換成單件產品能耗與碳排放指標。此應用不僅對應歐盟 ESG 要求,也為製造廠建立能效分析與節能控制的基礎。
其次,umatiConnect 是此次展會的新亮點之一(如圖十九),該模組可將使用 MTConnect 協議的機台設備轉接至 UMATI 生態系,使跨品牌、跨協定的機器能順利交換資料,解決工廠中異質通訊的整合瓶頸。與此搭配的 OPC Hub(資料聚合伺服器) 由 Fraunhofer IWU 與 Seitec GmbH 共同開發,用以整合多協定資料來源,將不同機台輸出的訊號統一轉譯為 UMATI 格式,供上層分析與監控系統使用。

圖十九、UmatiConnect協定轉換
在產品與工單管理層面,可追溯性與 AAS(Asset Administration Shell)整合模組 展示如何把加工工單、重量、檢驗與元件資訊納入資產管理層,實現產品全生命週期的資料追蹤,對品質控管與數位孿生應用具有關鍵意義。UMATI 也特別展出 舊機台升級(Retrofitting) 的方案,說明透過外接感測器或新型通訊模組,即可讓老舊 CNC 或機械設備納入數據網絡,延長其使用壽命並提升智慧化程度。
【CELLRO】數位化工作準備與即時生產控制
荷蘭自動化系統商 CELLRO 以「Factory of the Future」為主題,展示其完整的智慧製造整合架構,呈現從工單準備、機台排程到即時監控的全流程自動化能力。CELLRO核心產品 Manufacturing Intelligence (MI) 平台,如圖二十該平台能將 ERP、MES、CNC 機台與自動化單元連結,形成一個開放式的數位生產中樞。它可自動將生產訂單轉為具體的加工任務,並透過圖像化的「Real-time Production Cockpit」即時顯示每台機器的工單狀態、刀具與物料配置,讓管理者能隨時重排或優化排程,防止 CNC 停機與等待時間。
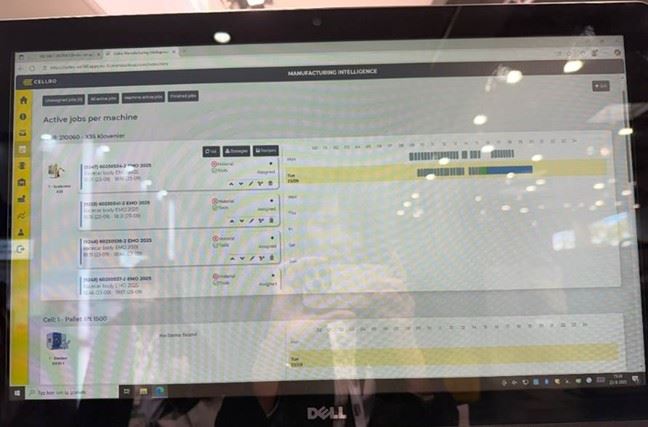
圖二十、人機協同的智慧排程與可視化工單管理
此次展出同時結合 Xcelerate X35 自動化上下料系統,圖二十一展示如何在多機協同下實現無人化夜間生產(autonomous CNC production)。另一項亮點為 Digital Work Preparation 模組,可將 CAD/CAM 與 ERP 數據整合於同一工作平台中,自動檢查加工條件與資源可用性,避免因設定錯誤導致的生產中斷。CELLRO 亦強調其開放架構與模組化設計,可逐步導入並與既有設備兼容,支持高混合、小批量的加工場景。

圖二十一、Xcelerate X35 自動化上下料系統
整體而言,CELLRO 在 EMO 2025 的展示突顯歐洲製造業由「自動化機台」邁向「智能化決策」的轉型趨勢。其 MI 平台與自動化單元結合,不僅提升產能與稼動率,更為永續製造、能源效率與工廠數位主權建立了可實踐的技術範本。
▋ 六、 結論與心得
2025 年 EMO 展清楚展現機械製造業正從「設備競爭」走向「系統競爭」與「資料競爭」的新時代。相較以往著重控制器性能、主軸高速化或重切削能力,本屆展會真正吸引全球目光的是 AI、軟體平台與數據互聯標準的全面落地——這不再是概念性展示,而是已能直接導入工廠應用模式。
各大廠商普遍將 AI 視為提高生產效率、穩定品質與降低營運成本的核心驅動力。例如:加工參數自動化調整、刀具壽命預測、工件特徵自動辨識、機台異常預警、排程優化等均以「可量化 KPI」呈現,強調真正能在產線產生效益。而更關鍵的是,AI 與控制器及 CAM/CAE 系統的整合度明顯提升,讓從設計、程式、加工到品管的流程更趨自動化。這代表未來的競爭不只是機台好不好,而是整個數據循環是否完整、模型是否能持續學習及是否能快速在多台設備擴散應用。
另一大明顯趨勢是 Factory-X、AAS、Data Spaces 等互聯工廠標準全面進入實務展示。德日大廠都強調機台要能在多品牌、多工廠中交換語義一致的資料,以支援跨品牌整線整合、遠端維護、數位孿生同步以及供應鏈的透明化管理。這對全球供應鏈分散的企業非常關鍵,也為臺灣工具機產業指出必須跟進的國際規格方向。
此外,SaaS 化與訂閱制服務成為本屆展會的亮點之一。包括加工參數資料庫、AI 檢測模組、工廠監控平台、能源與碳足跡管理系統等,都以輕量、快速導入的雲端或地端服務形式販售。此趨勢將重新定義工具機產業的商業模式,從一次性買斷設備,轉變為「設備+軟體+服務」的長期合作關係。
在全球產業環境快速變化的背景下,各主要製造強權正以不同策略重塑工具機與智慧製造的競爭格局。中國依託規模與成本優勢,大量推進中低階設備供給,並試圖以性價比擴大全球市占;日本則持續鞏固其在航太、模具、醫療等領域的超高精度加工地位,成為全球難以撼動的標竿;歐美則以自動化、數位孿生、人工智慧與永續製造為核心,快速強化整線整廠的系統整合能力,並以模組化製造單元(Modular Production Cells)為主軸擴展智慧工廠市場。
在這樣的國際結構中,臺灣位於供應鏈的中段位置,雖非高階技術主導者,也非低階設備供應者,卻擁有其他國家難以複製的「混合式競爭優勢」。首先,臺灣具備扎實的精密機械基礎,產品成熟度高且高度客製化能力強,是日本以外少數能快速回應多樣化需求的產地。其次,臺灣的供應鏈緊密且完整,從鑄件、主軸、刀塔、回轉工作台到控制器,都能在兩小時車程內完成整合,形塑一種中國雖具規模但難以達成的系統協同能力。第三,臺灣兼具 ICT 與機械跨域整合的優勢,軟體、感測器、通訊、雲端與資料平台等能力,使臺灣成為歐洲推動 Factory-X、AAS 與 OPC UA 時的重要合作夥伴。
隨著全球製造業加速朝自動化、智慧化與低碳化發展,市場格局正在重新洗牌。面對中國擴張中低階市場、日德穩固高階精密加工,以及歐美大幅強化整線整廠能力的競爭態勢,臺灣工具機產業雖承受壓力,但同時迎來轉型的契機。如何從既有的精密機械優勢進一步升級為具備軟硬整合能力的智慧製造夥伴,將成為未來突破的關鍵。
接下來,產業可從三項方向持續布局:
- 深化智慧化應用
透過 AI 與資料技術提升加工最佳化、設備健康管理與自動調校的能力,使產品在效能與穩定度上取得新的價值提升。
- 推動模組化與彈性自動化
從單機強項出發,逐步延伸至模組化自動化單元、多機協作與快速部署的 cell-based automation,以回應全球對生產彈性和快速轉線的需求。
- 擴展永續製造的競爭力
因應全球能源效率、碳排透明化與環境管理要求,發展低碳加工技術、設備能耗管理與碳足跡資訊,使臺灣機台在出口與國際合作中具備更強的門檻與吸引力。
綜合而言,臺灣工具機產業若能在智慧化、模組化與永續化三軸並進,不僅有機會在新一輪全球競爭中強化定位,也能成為國際製造業轉型的重要合作夥伴。