▋ 工具機UESR 導入工具機年度校正之效益
工具機的應用市場相當廣泛,舉凡航太產業、重電產業、國防產業、機械產業、半導體產業、複材產業、汽車產業、PCB 產業、醫療產業及鋼鐵產業等皆有工具機貢獻之足跡,工具機應用市場產業類別如下圖一所示,應用市場產業業者可透過年度校正來自我管理與追蹤品質,落實產業國際規範之品質管理系統要求,例如汽車產業IATF16949、航太產業AS 9100 等,逐步與世界接軌。

圖一、工具機應用市場產業類別
資料來源:Google 搜尋引擎、PMC 整理
當工具機加工工廠接單後,通常以人工或MES 製造執行系統進行生產排程,簡單工件可由一台工具機切削完成,複雜工件就得需由多台工具機切削完成,故生產製造產線中工具機精度異常會連帶導致加工件精度不良或導致產線停擺,後續得耗費更多時間成本及管理成本來善後。言下之意,生產製造產線中每台工具機的狀態就相當地重要,工廠可藉由工具機定期年度校正來達到生產順暢之目的,透過年度校正結果來來判斷執行預約維修、啟動備用機及降低不良率等,最終達到高稼動率、產線彈性、低廢品浪費等效益(如下圖二所示)。
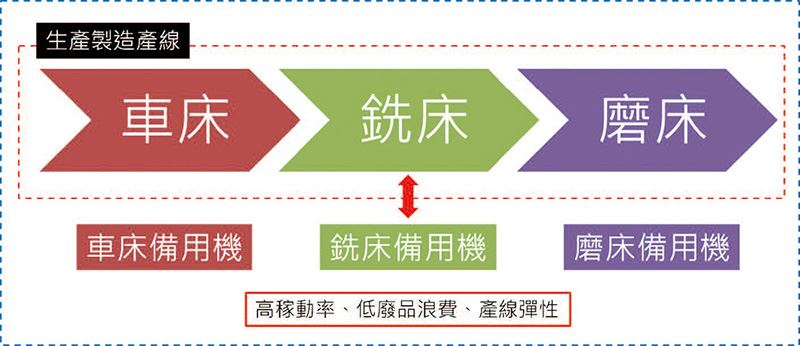
圖二、產線定期年度校正之效益
資料來源:PMC 整理
▋ 年度校正檢驗與分析
大多的加工工廠會同時擁有不同品牌、不同機種、不同構型及不同行程大小等工具機,得需仰賴系統化手法來加以管理,年度校正一般需以週期性檢驗方式持續不斷地執行,運用檢驗數據進行品質管制分析,找出機台水準範圍或進行分析,藉以判斷是否需預約維修,達到停機不停工之目的,確保工廠生產效率。當年度校正樣本數少時,品質管制分析後僅能觀察趨勢;當樣本數增加後,可針對同一款或同一台工具機進行分析,更加精準的判斷問題所在。精度水準趨近於管制上限時,進行問題分析、監控或預約維修。
一般的工具機精度檢驗項目有幾何精度、定位精度、對角線定位精度、循圓精度及多軸同動精度等項目皆有對應的ISO 國際標準規範,特殊的精度檢驗項目有循圓空間精度、整機空間精度及迴轉中心等,通盤評價工具機及確保多軸同動加工精度。工具機精度檢驗項目及方式如下表一所示。PMC 機械檢測部檢驗技術能量充沛且服務豐富,檢驗機種涵蓋廣,總台數逾4 萬台,全方位服務項目如下圖三所示。
表一、工具機精度檢驗項目

資料來源:ISO 國際標準、PMC 整理

▋ 年度校正品質管制案例
以一個國防產業年度校正案例來說明,工廠內一批23 台工具機包括不同品牌、不同機種、不同構型及不同行程大小等,規劃以ISO230-2 國際標準進行檢驗直線軸定位精度,針對初始狀態(來回兩趟)及補償狀態(來回五趟)下進行量測。檢驗完成後,取23 台工具機共59 個軸向之檢驗數據計算得出平均數、中位數及標準差,平均數為一組數據總和除以個數;中位數為一組數據從小到大排序後取中間數,標準差為一組數值自平均值分散開來的程度,此次分析樣本較為複雜且數據較為廣泛,標準差偏大即離散程度大,平均數容易被極大值或極小值所影響,故結果以中位數來進行分析品質管制圖。整理而言,補償狀態定位精度較初始狀態提升470 %(如下表二所示),年度校正結果效果顯著。該案例屬性較為複雜,綜合分析僅能觀察趨勢,待單機檢驗次數增加,提高樣本數後才可更加精準分析。
表二、整體定位精度檢驗數據統計表 單位:um
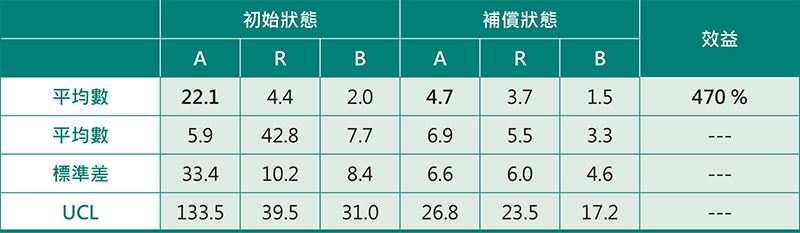
資料來源:PMC 整理,A 為定位精度、R 為重覆精度、B 為背隙
依據初始狀態定位精度檢驗數據繪製出品質管制圖(如下圖四所示),找出定位精度趨近於UCL 管制上限上下之機械共5 台。
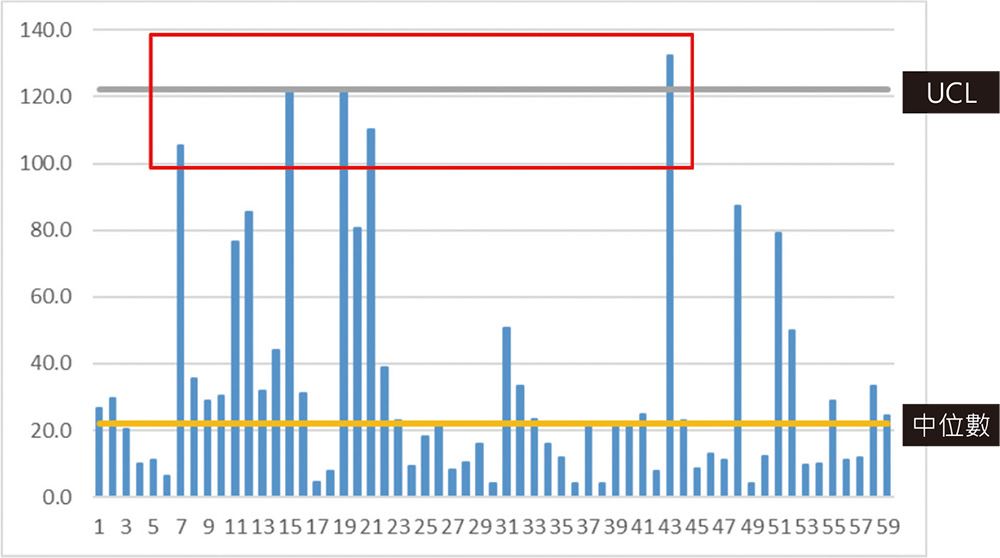
圖四、初始狀態定位精度品質管制圖
資料來源:PMC 整理
統計分析結果有5 台工具機定位精度於UCL 管制上限上下,進一步檢查4 台定位精度誤差補償後皆有大幅度改善,仍有1 台(1 號機)定位精度偏大,1 號機定位精度量測數據圖形如下圖五所示,根據圖形進行問題分析,發現背隙多重不均一問題嚴重,行程200-600mm 間背隙開口約22um。
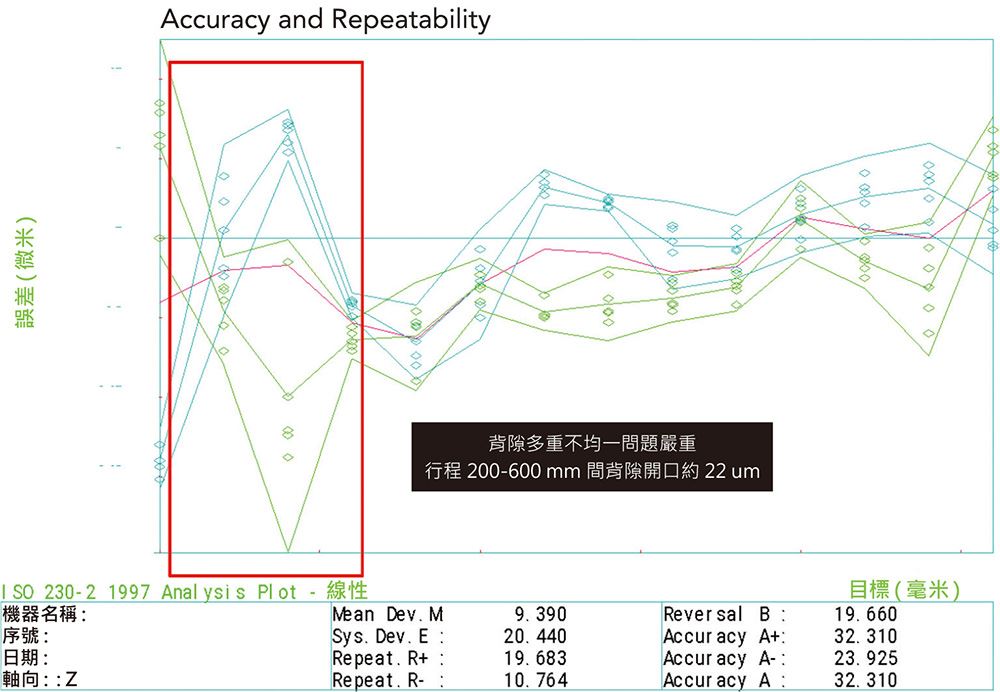
圖五、1 號機定位精度量測數據圖形
資料來源:PMC 整理
依據補償狀態定位精度數據繪製出品質管制圖(如下圖六所示),找出定位精度超過UCL管制上限之機械共4 台。
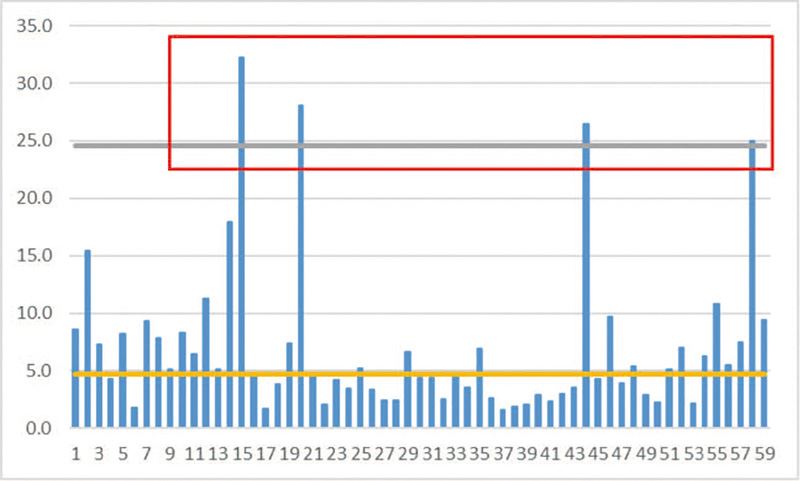
圖六、補償狀態定位精度品質管制圖
資料來源:PMC 整理
統計分析結果有4 台工具機定位精度超過UCL 管制上限,4 台當中有一台為1 號機,接續探討2 號機(如下圖七所示)發現背隙交叉且非線性,最大開口約28 um;3 號機(如下圖八所示)發現重覆性不佳影響定位精度之表現;4 號機(如下圖九所示)發現正負極限位置背隙開口約20um,連帶導致定位精度過大。
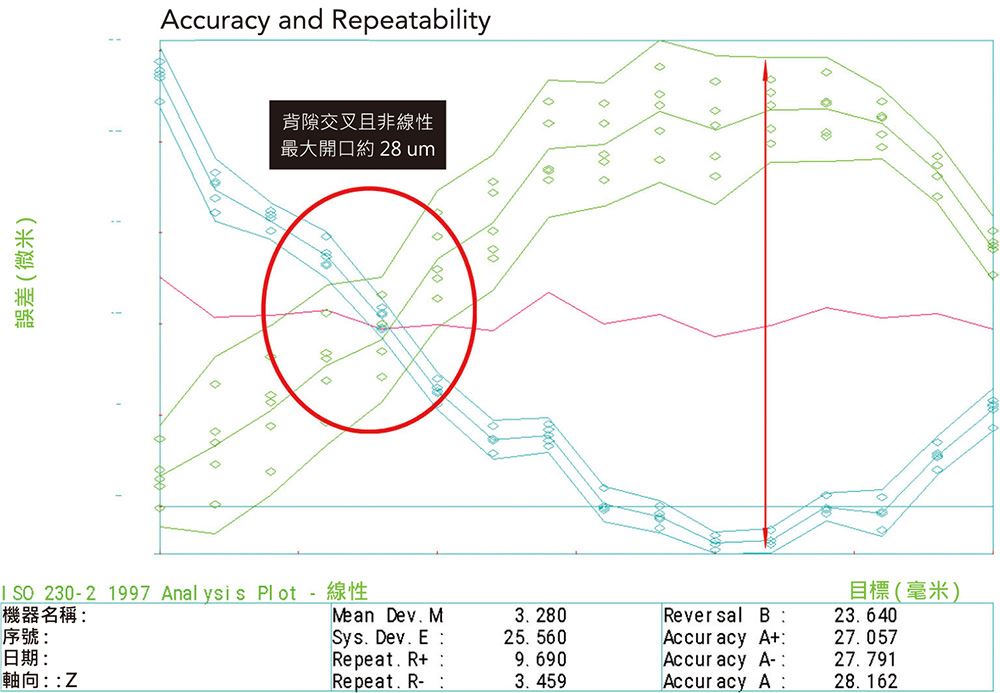
圖七、2 號機定位精度量測數據圖形
資料來源:PMC 整理
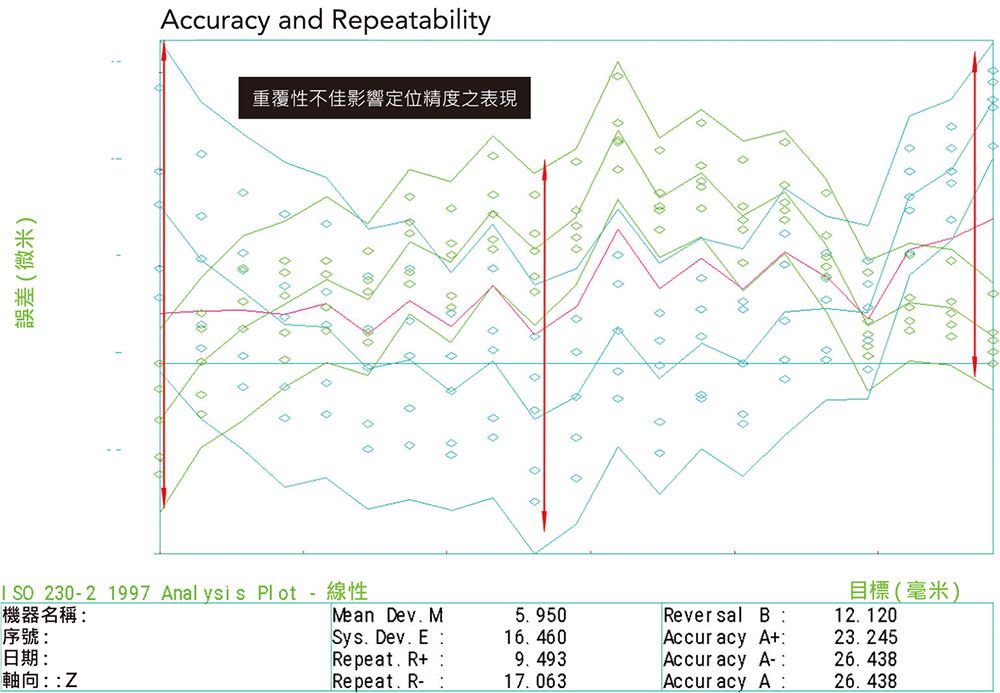
圖八、3 號機定位精度量測數據圖形
資料來源:PMC 整理
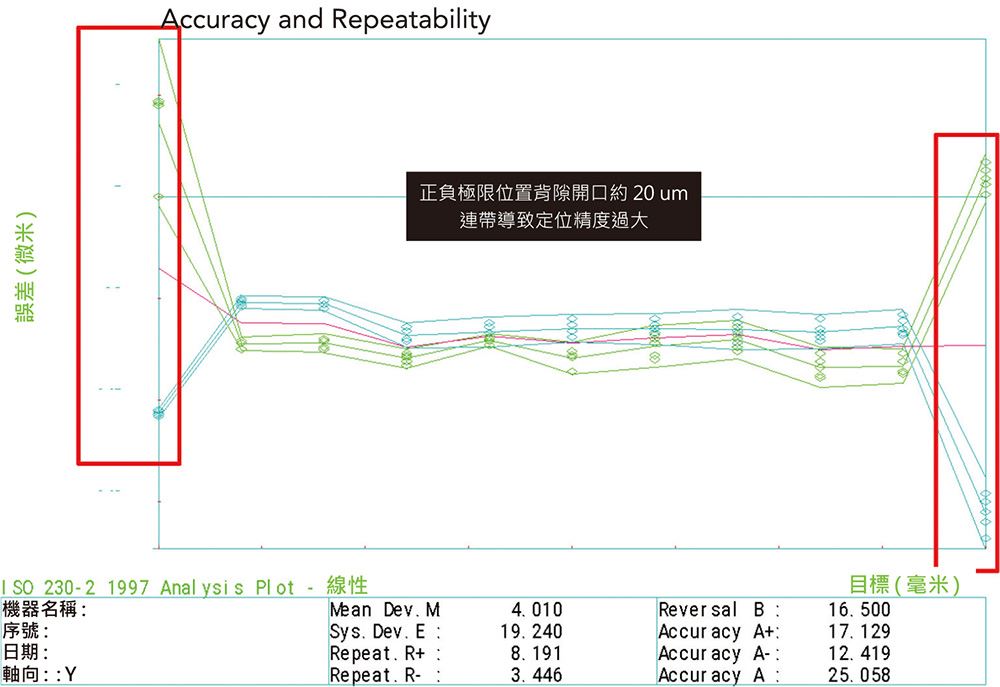
圖九、4 號機定位精度量測數據圖形
資料來源:PMC 整理
一批23 台工具機共59 個直線軸,依據需求規劃檢驗項目執行量測後,導入品質管制手法找出4 台工具機之直線軸異常,再深入探討與分析問題給予建議,當軸向問題現階段不影響加工精度者判定執行追蹤;若難以避免影響加工精度者判定為預約維修,可讓工廠資源得到最佳化運用。工具機年度校正品質管制分析結果如下表三所示。
表三、工具機年度校正品質管制分析結果 單位:um
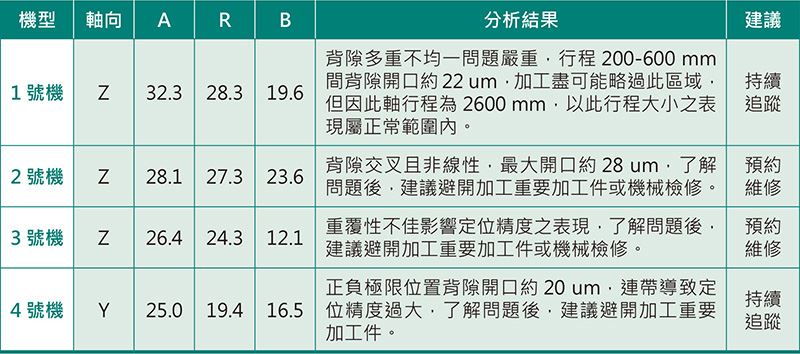
資料來源:PMC 整理,A 為定位精度、R 為重覆精度、B 為背隙
▋ 結論
加工工廠產線導入工具機定期年度校正(如下圖十所示),可確保接單後生產順暢,透過品質管制手法,累積檢驗數據,可持續追蹤狀況且快速找出問題機械,預約維修啟動備用機,達到停機不停工之目的,亦可降低加工件不良之機率,避免廢品產生。年度校正服務可依工廠需求客製規劃,例如考量加工件特性、精度檢驗項目、品質管制方案及校正週期等等。透過年度校正來實現加工品質管制之目的,達到高稼動率、低廢品浪費及產線彈性等效益。
▋ 參考資料與文獻
- 廖志偉(2018/8),Double Ball Bar(DBB) 應用於五軸同動精度試驗技術,MA 103 期。
- 廖志偉(2020/12),Double Ball Bar(DBB) 應用於工具機空間循圓精度檢驗技術,MA 126 期。
- 廖志偉(2022/9),Double Ball Bar(DBB) 應用於工具機精度檢驗與品質管制分析,MA 144 期。
- 管制圖之定義,維基百科。
- IATF 16949:2016 Automotive Quality Management System Standard。
- AS 9100:2016 Quality Management Systems - Requirements for Aviation, Space and Defense Organizations。
- International Organization for Standardization(ISO) Website。