工具機的定位精度係指工具機在加工過程中確保工件位置正確的能力,是一個重要的性能指標,尤其對於需要高精度加工的應用非常關鍵,如精密零件製造、模具加工等。目前國內普遍使用之規範為國際標準ISO230-2、德國標準VDI3441 以及日本規範JISB6330,將於本文作說明與解釋。
▋ 定位精度(Positioning Error)
時常會有人詢問何謂工具機定位精度,理論即是:工具機程式座標點其理想值與實際值間差距,可簡單說明如下圖一:

圖一、簡易說明直線定位精度概念圖
由圖一案例舉例,工具機於-1mm 位置點出發,理想目標位置為0mm,但實際位置卻多往前了0.5mm,故可解釋為其定位精度為0.5mm。旋轉軸與直線軸的概念相同,即為旋轉定位至程式目標點的能力,目標位置與實際位置之差如圖二所示。

圖二、簡易說明旋轉定位精度概念圖
▋ 重複精度(Repeatability)
重複精度:指工具機在多次定位同一點時的性能。

圖三、簡易說明重複精度概念圖
由圖三案例說明,工具機每次由0mm 出發至1mm 位置(注意方向需一致,避免背隙影響),如圖示意重複5 次相同動作,其最後位置在0.4mm 區間此即為重複精度。我們期望工具機至同一個位置點其實際位置的變化應盡可能小,這是在進行多道工序的情況下確保每個位置一致性的重要參數。
為了更科學能表達定位精度及重複精度,各國也制定了相關量測標準,透過固定的標準循環量測路徑以及科學統計分析方法,使得工具機相關產業可進行工具機性能的評價或成為買賣雙方的合約依據。
▋ 定位精度國際規範ISO230-2(2014)
目前最新版的ISO230-2 為2014 版本,其主要內容為定義直線及旋轉的定位精度誤差。由1988 版本至1997 年版本其差異最大,由最早三個標準差(±3σ) 改為二個標準差±2σ、標準差的計算方式取消近似估算法、新增系統定位偏差其定義符號為E、M 值其定義與VDI3441 德國標準之Pa 相同、雙向重複精度R 其會考慮到B 值反向誤差的影響、附錄新增階梯循環;1997版本至2006 版本增加了不確定量測的估計;2014 版本新增週期性定位誤差與校正球校正直線定位精度方法如圖四。

圖四、國際規範ISO230-2 各年版本新增與差異
定位精度是指工具機之刀尖點定位至程式目標點的能力,其量測路徑如下圖五所示:(1)、(3)前後需留越程量,避免量測受到反向誤差(背隙、失位)之影響,(2) 為前進路徑(以固定間距),(4) 為返回路徑(以固定間距);本例為一趟路徑之說明,而國際標準建議為五趟路徑之循環。

圖五、國際規範ISO230-2 標準循環一趟(與VDI3441 相同)建議5 次循環
依據國際規範ISO230-2 標準其定義如下:
A 雙向定位精度、R 雙向重複精度、R ↑單方向重複精度( 正)、R ↓單方向重複精度( 負)、B 反向誤差、E 雙向系統偏差、E ↑單方向系統偏差( 正)、E ↓單方向系統偏差( 負),M 平均位置偏差,誤差對應圖表範圍請參考如圖六所示。
▋ 定位精度德國規範VDI3441(1977)
德國規範是具科學的統計方法,建議進行五趟循環,其採用三個標準差(±3σ),故相同數據下使用VDI3441 之標準所分析之定位誤差會比ISO230-2 略大些,故有些單位會認為此標準較為嚴謹,至今如軍方單位、中科院、漢翔、中鋼以及學校之合約驗收案依舊採用此標準。
依據德國規範VDI3441 標準其定義如下:
P 定位之不確定性、Pa 定位偏差(與國際規範M 值相同)、Ps 定位散射(重複精度)、U反向誤差。
▋ 定位精度日本規範JIS6336(1980)
日本標準比前兩項標準更為容易,其量測方法於科學上並不是太嚴謹。JIS6336 規範其定位精度採用一次往返,不探討統計標準差分佈如圖八,使用這種標準量測數值較小故容易讓人覺得有精度特別好的現象。

圖八、日本JIS6336 標準循環一趟(一次往返)
JIS6336 定位精度採用一次往返,舉例如下圖,於零線開始出發量測,最終最大誤差值與零線之差距及為定位精度。
JIS6336 失位 Lost motion
即為背隙係指正、反向的最大誤差,其定義與ISO230-2(U) 及VDI3441(B) 相同。

圖九、日本JIS6336 標準定位精度及重複精度說明圖
在任意一點往相同方向重複定位7 次,誤差以讀數最大差值的1/2 加(±)表示。原則上在行程前、中、後位置上量測。

圖十、日本JIS6336 標準重複精度需在行程前、中、後位置上量測
相同數據下進行定位精度與重複精度分析,假設將ISO230-2 標準當作為基準,一般而言使用VDI3441 標準其分析值較大,而使用JIS6336 則較小。

圖十一、定位精度概念圖
以旋轉軸量測案例實際說明:採用相同量測數據進行分析結果如下圖十二所示。

圖十二、採用ISO230-2 分析
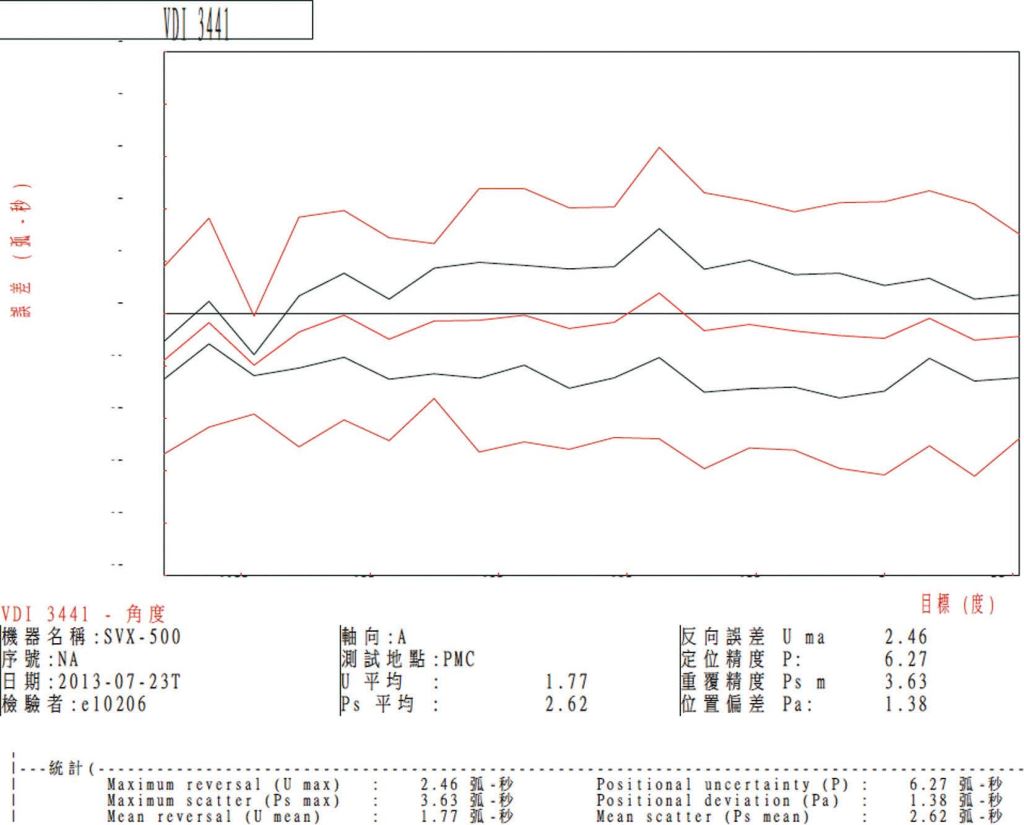
圖十三、採用VDI3441 分析

圖十四、採用JIS 分析
旋轉定位分析數值整理如下表:
由上表所分析數值:
定位精度VDI3441>ISO230-2>JIS6336:VDI3441 最大此為最常見的分析結果。
重複精度ISO230-2> VDI3441 >JIS6336:由於ISO 標準為採用正、反向獨立2 個標準差計算,VDI3441 雖為3 個標準差但採用正反向平均值計算,故在此案例ISO230-2 分析數值反而是最大。選擇這案例即是提醒當誤差值接近但其正、反向重複精度落差較大時,有可能採用ISO230-2 數值反而比VDI3441 大。
背隙ISO230-2=VDI3441=JIS6336:定義相同故數值皆相同。
針對三種標準,以下表格整理出業者最常詢問問題,循環次數、量測點數以及對應的量測項目差異:
▋ 國際標準ISO230-2 附錄特殊的檢驗循環路徑
標準之附錄中有提出針對大型、重型機台的檢測路徑方法:因大型、重型工具機其量測時間長且附載較大當進行標準循環較為嚴苛,受熱影響變化大,故提出此階梯路徑提供業者參考。據標準說明此方式可以降低熱效應帶來的影響且重複精度R 值與背隙B 值精度表現較好,但平均偏差M 值可能反而會變大。
簡單來說,採用階梯循環對重複精度有利,而標準循環對於熱效應較為客觀。

圖十五、國際標準ISO230-2 階梯循環路徑
實際案例曾以旋轉軸進行標準循環與階梯循環的比較如圖十七A、B,可發現採用標準循環量測數據落差較大(亦有可能是暖機不足所導致),但採用階梯循環其量測數據每一趟都非常接近(重複精度變好)。

圖十六、搖擺軸量測案例
建議可使用階梯循環當作排除熱效應之測試路徑,可更了解工具機性能並能進行相關問題改善。
針對買賣雙方協議常見業者詢問的問題分享如下
循環趟數:標準建議5runs,依買賣雙方協議制定例如執行2runs 或7runs。
暖機時間:升溫( 暖機) 時間無規定,由買賣雙方制訂,如30min 或2hrs 甚至更長。
進給速率/ 目標停留時間:無規定,可依實際需求與加工型態制定,亦可針對G0、G1 不同進給方式進行。
環境穩定性:建議紀錄檢驗前12hr 和檢驗期間每小時環境溫度最大變化率。
儀器及感測器位置:建議紀錄儀器及感測器位置。
國際標準、德國標準與日本標準之特點及國際標準的趨勢與發展
依據本文上述說明,個人看法整理如下表:
VDI3441 標準為早期最具科學的定位精度分析方法,其採用正、反向平均正負3 倍標準差概念嚴謹且科學。
ISO230-2 標準則由VDI3441 標準演化而產生,採用正、反向獨立的2 倍標準差概念,並將正、反向之誤差進行獨立分析,故本人認為此標準最為客觀且科學。
JIS6336 標準不如上述兩項標準具統計科學方法,但其最大特點為操作較為簡易,使用基礎的量表及塊規即可進行量測。
而近年來朝向國際化的發展趨勢各國紛紛使用國際規範ISO230-2 進行量測分析。
▋ 總結
本文分享對於標準的理解並整理從業10 多年經驗及案例,將三種不同標準的分析方法與定義進行說明、並提出各標準之特點,且針對廠商最常詢問定位精度及重複精度問題進行解釋,期望對工具機產業有所助益。
關於標準的使用有個非常重要的觀念:對於工具機進行定位精度及重複精度分析,因採用不同規範有時會導致定位精度、重複精度的差異,故在檢驗時應先統一採用何種標準來做依據以防止錯誤的判斷。
▋ 參考文獻
- International Standard, "Determination of Accuracy and Repeatability of Positioning Numerically Controlled axes", ISO230-2(2014).
- VDI/DGQ Standard, "Statistical Testing of The Operational and Positional Accuracy of Machine Tools Basis", VDI/DGQ3441(1977).
- 王波、向東亮、劉軍,「解析數控機床定位精度和重複精度」,東方電機(2007)。
- 黃智達,「萬向銑頭的旋轉定位精度檢驗實務」,MA 工具機與零組件雜誌(2014)。