技術通報 281期_工具機空間精度誤差分析與補償技術實現 2022.06.02
工具機空間精度誤差分析與補償技術實現
文/工具機產業發展處 製程技術部 吳相儒
空間精度量測技術是一種在工具機上有效得知機器精度的技術之一,本文將簡述此技術的益處,和透過此技術能分析整機空間中任一點之誤差,並且對機台精度做預估,預先分析精度檢驗路徑精度,最終能對機台做補償,以提升機台精度表現,現今此技術仍具有一定門檻,希望藉由本文能讓讀者進一步了解此技術。
▋ 線性軸幾何誤差與機構鏈的關聯
工具機所有誤差來源中靜態誤差佔了70%而幾何誤差為靜態誤差中的主要成分,其可分為元件誤差(Component error)以及位置誤差(Location error),元件誤差係指誤差隨元件移動位置不同而有不同的誤差值,可視為一誤差函數對應不同位置,例如 : 定位精度、真直度、PITCH、ROLL、YAW。位置誤差則不隨移動而改變,是一固定數值,例如:垂直度、旋轉中心誤差…等。
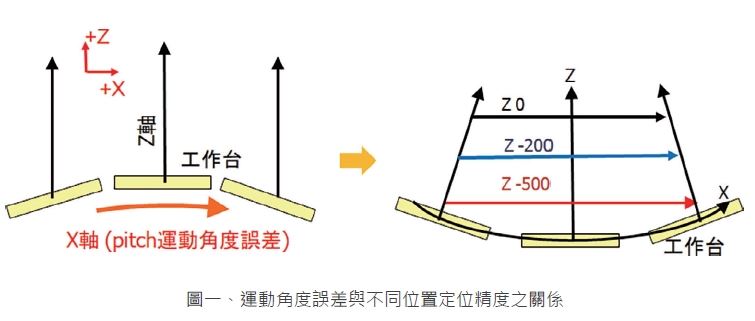
五軸工具機一般含有三個線性軸以及兩個旋轉軸(包含一旋轉軸、一傾斜軸),在線性軸部分, 由三個線性軸所組成的座標系統中,含有三個因垂直度造成的位置誤差,以及每一線性軸中共含有6 個自由度元件誤差,故在三個線性軸所組成的座標系統中,共含有二十一項誤差,而一旋轉軸中共有5個位置誤差以及6個自由度元件(定位精度、兩方向真直度、PITCH、ROLL、YAW)誤差共11項誤差,因此五軸工具機一共含有線性軸21項誤差加上兩個旋轉軸22項誤差,共有43 個誤差項。空間精度誤差來源中,除原有的零組件品質及加工組裝技術所造成的定位精度與真直度外,運動角度是一大關鍵(PITCH、ROLL、YAW),由圖一可知,當X軸運動過程中產生角度誤差時,會使得定位精度在不同Z位置造成影響,此影響因子也會同時表現在真直度誤差裡。
 ▋ 空間精度誤差補償功能
▋ 空間精度誤差補償功能
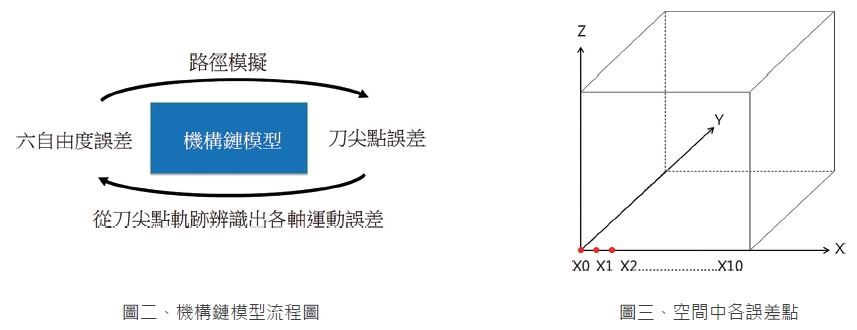
前述的運動角度關係在會被不同線性軸堆疊的關係所影響,因此必須針對機台構型建立機構鏈,以掌握刀尖與工件的相對位置,使得線性軸與旋轉軸的堆疊關係能完整建立在控制器內, 使其運算及補償機制能夠正常運作。其簡單概念是由刀端點出發經過各驅動軸後至工件座標原點而形成一個封閉架構。
故如能將各線性軸之6 自由度誤差量測出來,再按照其構型建立相對應之誤差模型,即可計算出空間各位置之刀尖點誤差,如圖二所示。
目前工具機業界常用之CNC三大商用控制器,皆可支援空間精度補償,並可按照空間精度補償方式分為歐系(HEIDENHAIN、SIEMENS)與日系(FANUC)兩種補償方式。歐系控制器係利用機構鏈補償、日系控制器則是利用空間格點方式補償。舉例來說,假設一工具機X、Y、Z三軸各軸量測各10點6自由度元件誤差,則在歐系控制器上則僅需輸入X、Y、Z三軸各10點之6自由度元件誤差資訊,控制器即能藉由此誤差訊息,透過機構鏈對空間中各位置做計算補償。如圖三所示,補償點數如需增加,則需增加量測點數,然而日系控制器則需要計算出空間中每一點、即10*10*10共1000點位置之誤差值,並按照控制器之排列規則輸入。故為了要計算出上述空間中各點之誤差值,必須建立其機構鏈模型(kinematic model),藉由輸入各軸六自由度誤差,並且按照不同機型之機構鏈模型,得以計算出空間任一位置之刀尖點誤差值。另一方法則可利用雷射追蹤儀(eTalon LaserTracer)即可量測到空間中各點之誤差,但該量測儀器成本稍高且量測時間較長,本文此次暫不討論此方法。
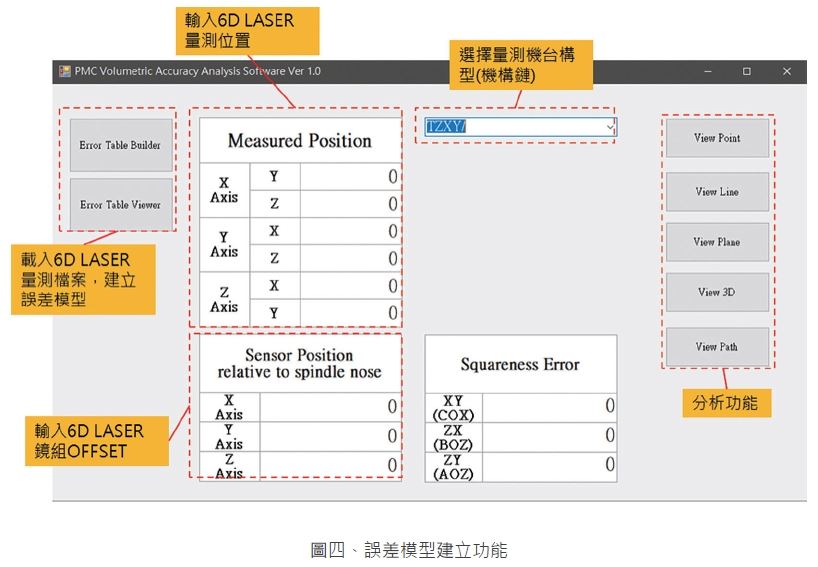
將上述技術與實際機台補償結合時,還需要將量測位置與實際補償之刀長資訊一同做輸入進誤差模型裡,因為需要將實際量測位置回推至機台原點( 主軸鼻端)。
 ▋ 空間精度誤差分析技術
▋ 空間精度誤差分析技術
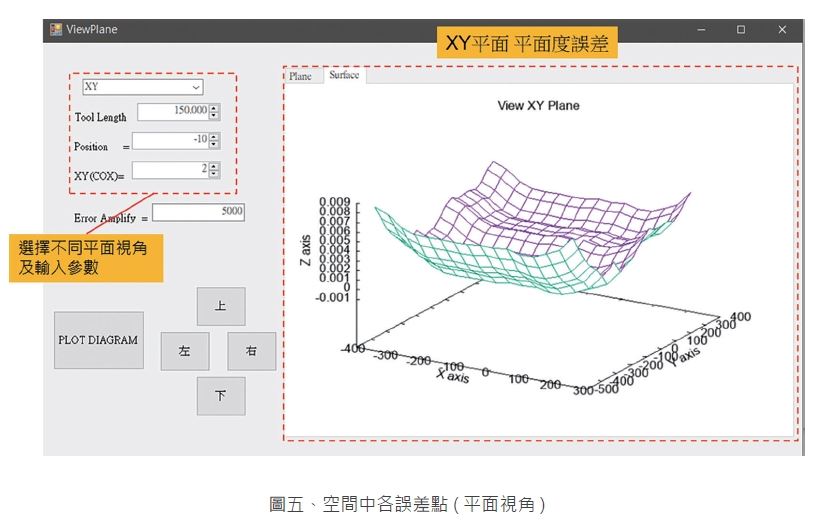
有鑑於此,本中心所開發之空間精度分析技術,可將各軸六自由度誤差,藉由不同機構鏈之誤差模型,分析出改機器空間各點之刀尖點誤差,並可模擬不同誤差(真直度、角度、垂直度)將空間誤差可視化,如圖四所示,能輸入量測資訊、機台機構鏈、量測鏡組與主軸鼻端OFFSET…等資訊,並可將針對各平面誤差,輸入不同刀長、垂直度誤差、座標位置以分析各平面之誤差,如圖五所示,
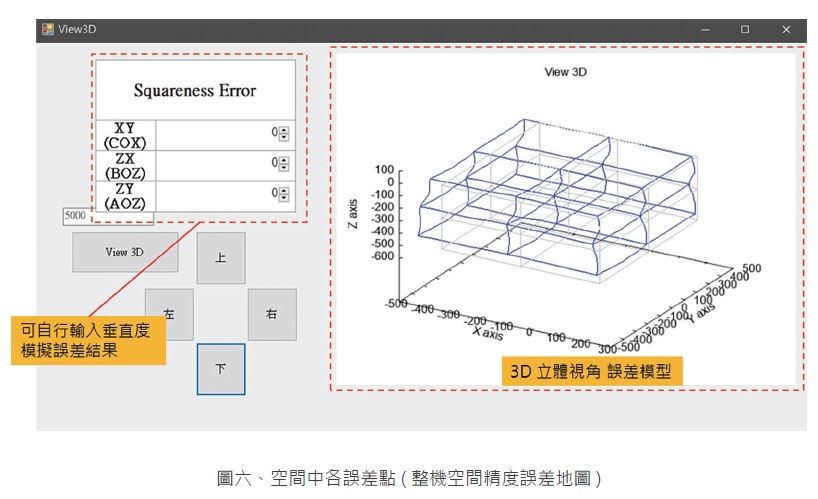
 在額外的功能方面,分析功能可將三軸共21項誤差進行分析,將整機空間精度誤差可視化,讓使用者能更清楚了解到機台整機空間精度,圖六所示。
在額外的功能方面,分析功能可將三軸共21項誤差進行分析,將整機空間精度誤差可視化,讓使用者能更清楚了解到機台整機空間精度,圖六所示。
 ▋ 結論
▋ 結論
透過市售6D雷射量測儀器,能快速得知機台線性軸各自由度誤差,本中心所開發之空間精度量測分析軟體能直接匯入量測檔案,未來將可結合業界現有常見儀器,雷射干涉儀、自動視準儀、水平儀…等量測設備,並不一定受限於量測儀器之限制,儀器使用自由度及方便性提高。
按照各機型之機構鏈做誤差分析將有助於誤差可視化,可幫助使用者快速了解機器誤差,並且能快速調整各誤差項做分析模擬,以預估不同組裝精度所造成機台精度的變化,還能做檢驗路徑精度預估或加工路徑精度預估,最終能透過補償功能產生相對應之補償數據結合控制器補償機制,以改善整機機台空間精度誤差,以提升機台現有機度表現。
▋ 參考文獻
[1] ISO 230-1,“Test code for machine tools – Part 1: Geometric accuracy of machines operating under no-load or finishing. conditions,2012.
[2] Soichi Ibaraki, , Volumetric accuracy of machine tools, 2017
[3] 吳相儒,淺談五軸工具機空間精度,技術通報,269 期,2019 年4 月
[4] 吳相儒,工具機空間精度量測與補償技術探討,機械工業雜誌,441 期,2019 年12 月
[5] API 公司網站 https://apimetrology.com/
[6] Renishaw 公司網站 https://www.renishaw.com/
[7] etalon 公司網站 https://www.etalonproducts.com/en/